
Vessel weld quality is critical for pressure vessel safety, relying on qualified procedures, skilled welders, proper material preparation, and rigorous inspection per ASME standards. Comprehensive documentation and non-destructive testing ensure integrity, traceability, and long-term reliability, preventing costly failures and regulatory non-compliance.
Vessel Weld Quality Acceptance Criteria Per ASME Standards
Pressure vessels are critical components across industries, from oil and gas processing to chemical manufacturing and power generation. These vessels contain gases and liquids under significant pressure, making structural integrity essential for operational safety. At the heart of pressure vessel reliability lies vessel weld quality, which ensures joints can withstand extreme conditions over decades of service.
Why Vessel Weld Quality Control Is Critical for Pressure Vessel Safety
Vessel weld quality represents the most critical factor in pressure equipment reliability, as welds are potential weak points in any pressure vessel’s structure, unlike base materials, which are tested and certified before fabrication. Welds are created during manufacturing. Exceptional weld quality must be monitored and verified throughout fabrication to ensure joints match or exceed the strength and durability of the surrounding material. For a deeper dive, see why ASME certification is important.
Essential Elements of a Pressure Vessel Weld Quality Program
Welding Procedure Specification (WPS) Development and Qualification
Every reliable weld begins with a qualified Welding Procedure Specification (WPS). The WPS outlines critical variables, including base material selection, filler metals, preheat requirements, electrical parameters, and post-weld heat treatment. Qualification tests verify that the resulting welds meet or exceed all mechanical and metallurgical requirements. For more, see choosing the right material for pressure vessels.
Welder Qualification and Certification Requirements
Even the best procedure fails without skilled welders. Welder qualification confirms individuals can produce code-compliant welds using a given procedure. These certifications must comply with ASME Section IX and are often position-specific. Records must be maintained for verification by inspectors and customers. Learn more about welding techniques at mastering the art of welding.
Material Preparation and Fit-Up Inspection
Quality welds start with proper material preparation and fit-up inspection. Edges must be beveled, cleaned, and aligned to tolerances specified in the WPS. Proper fit-up ensures adequate penetration and prevents defects like porosity or inclusions. See prefabrication capabilities for more insights.
In-Process Weld Monitoring Techniques
Throughout the welding process, ongoing monitoring ensures compliance with the qualified procedure. This includes verification of preheat and interpass temperatures, monitoring of electrical parameters like amperage and voltage, and visual inspection of each pass before subsequent layers are applied.
Non-Destructive Examination Methods for Pressure Vessel Weld Quality
Radiographic Testing (RT) Applications and Limitations
RT using X-rays or gamma rays remains the gold standard for volumetric inspection. It detects porosity, inclusions, and internal cracks, but has limitations with thick materials, defect orientation, and radiation safety considerations.
Ultrasonic Testing (UT) for Weld Integrity Verification
Ultrasonic testing uses high-frequency sound waves to detect internal defects. Techniques like phased array UT precisely locate and size planar defects like lack of fusion or cracks.
Liquid Penetrant Testing (PT) for Non-Magnetic Materials
For non-magnetic materials like stainless steel, aluminum, or titanium, liquid penetrant testing provides reliable surface defect detection. This method uses colored or fluorescent liquids that penetrate surface-breaking defects, making them clearly visible under proper lighting conditions.
PT offers simplicity and cost-effectiveness but is limited to surface defects only. It requires thorough cleaning both before testing and after completion to remove all chemical residues that could affect material performance.
Documentation and Traceability in Vessel Weld Quality Control
Essential Records for Regulatory Compliance
Comprehensive documentation provides the foundation for regulatory compliance and future reference. Essential records include WPS and PQR documentation, welder qualification records, material certifications for both base materials and filler metals, heat treatment records, and examination results.
These records must be maintained throughout the vessel’s lifecycle and made available for review during initial certification, in-service inspections, and any repair or alteration activities.
Weld Maps and Identification Systems
Weld maps link physical welds to their documentation, ensuring traceability. Unique identifiers near weld locations allow inspectors to correlate findings.
Final Documentation Package Requirements
Upon completion, pressure vessel weld quality requires comprehensive documentation packages that typically include:
- Design calculations and drawings (pressure vessel design)
- Material certifications
- Welding procedure and qualification records
- Examination reports for all required testing
- Heat treatment records
- Pressure test results
- Final dimensional reports
This package forms part of the vessel’s permanent record and provides essential information for future inspections or modifications.
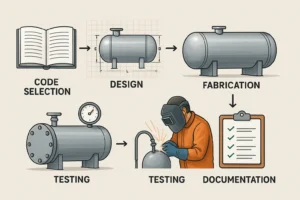
The pursuit of exceptional Vessel Weld Quality remains a cornerstone of pressure equipment safety and reliability across all industries where these critical components operate. As this comprehensive examination has demonstrated, Vessel Weld Quality depends on multiple interconnected factors from material selection and joint design to welding procedures, execution, inspection, and documentation. Each element contributes to the ultimate integrity of pressure-containing joints that must perform flawlessly under demanding conditions.
Ensuring Vessel Weld Quality for Safe and Reliable Pressure Vessels
Vessel weld quality remains the cornerstone of pressure vessel safety, performance, and longevity. As demonstrated, achieving exceptional weld quality depends on a comprehensive approach encompassing proper material selection, precise welding procedures, skilled welder execution, rigorous in-process monitoring, and thorough non-destructive examination. Equally critical is meticulous documentation and traceability, ensuring every weld meets ASME standards and can be verified throughout the vessel’s lifecycle. By prioritizing vessel weld quality, manufacturers not only safeguard operational safety but also enhance reliability, prevent costly failures, and maintain regulatory compliance. In essence, investing in high-quality welding practices transforms pressure vessels from mere components into dependable, long-term assets across industrial applications.
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels. We also fabricate related items such as prefabricated spools and skid packages.
Reach out to us today and experience the Red River difference. Where American-made products and American Values come together, we care more.
Frequently Asked Questions
1. What are the most common weld defects in pressure vessel weld quality fabrication?
The most common weld defects are porosity, lack of fusion, incomplete penetration, undercut, and cracking.
2. How do ASME code requirements for vessel weld quality differ by vessel class?
ASME Sections VIII Divisions 1, 2, and 3 provide progressively stricter weld quality and examination requirements.
3. What qualifications should weld inspectors have for pressure vessel weld quality production?
Weld inspectors require CWI credentials, ASNT certification, and an ASME-authorized inspector commission for vessel inspections.
4. How does material type affect vessel weld quality control requirements?
Different materials need tailored quality control, including preheat, heat treatment, contamination protection, and appropriate inspection methods.
5. What documentation must be maintained for pressure vessel weld quality?
Essential documentation includes WPS, PQR, WPQR, weld maps, NDE reports, repairs, acceptance records, maintained throughout service.
Key Takeaways
- Comprehensive vessel weld quality control is essential for pressure vessel safety, forming the foundation of structural integrity
- Proper procedure qualification and welder certification establish the fundamental requirements for quality welding
- Non-destructive examination confirms weld integrity before vessel commissioning, with each method offering specific advantages
- Complete documentation provides traceability throughout the vessel’s lifecycle, supporting regulatory compliance and future maintenance
- Investment in quality control prevents costly failures and ensures compliance with increasingly stringent safety standards
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide

What is Pressure Vessel Fabrication and Manufacturing
No related articles found.

