
Industrial separator solutions play a critical role in separator technology in industrial applications, efficiently separating materials using gravity, centrifugal, magnetic, or phase-based principles. These systems improve process reliability and product quality across many industries. Modern separator designs focus on efficiency, automation, and sustainability to meet evolving industrial and environmental demands.
Industrial Separator Solutions
A separator efficiently divides different components based on their physical or chemical properties. It acts as the unsung hero across numerous industries, helping processes run smoothly and efficiently. At Red River, we design separators with precision to meet our clients’ unique needs from oil and gas to biogas and beyond. Our team focuses not only on the mechanics but also on providing practical solutions that keep industries moving forward.
The Importance of Industrial Separator Solutions
Separators serve a vital role in many sectors. In the oil and gas industry, they purify extracted materials. In power generation, they boost turbine reliability by removing contaminants. At Red River, we continuously improve separator functionality to meet evolving industry demands. We believe that attitude drives progress. That’s why we don’t just build separators we build relationships and contribute to thriving communities.
Evolution of Separator Design and Efficiency
Separator technology evolves constantly, and Red River proudly leads this advancement. Our team applies the latest innovations in separator design, pushing for both efficiency and sustainability. We focus on eco-friendly solutions and automation to enhance performance. Our goal is simple: to deliver separators that exceed expectations in both design and functionality.
The Science Behind Industrial Separator Solutions Processes
Basic Principles of Separation
The basic principles of separation revolve around exploiting differences in the physical or chemical properties of the components to be separated. Whether it’s density, magnetic properties, or phase differences, our separators are engineered to utilize these principles effectively, ensuring optimal separation and process efficiency.
Types of Forces Used in Separation
Our separators work by applying various forces, such as gravitational, centrifugal, and magnetic forces, tailored to the specific requirements of the process. This versatility allows us to serve a wide range of industries, providing solutions that are not just effective but also innovative and tailored to the unique challenges our clients face.
Material Properties Affecting Separation
Understanding the material properties is crucial in designing an effective separator. Our team at Red River excels in selecting the right materials and designing separators that account for these properties, ensuring high performance and durability. We consider factors like corrosion resistance, temperature stability, and compatibility with the materials being processed, ensuring our separators are not just machines but reliable partners in your operation.
Types of Industrial Separator Solutions and Their Applications
Gravity Separators: Function and Use
Gravity separators, leveraging the natural force of gravity, are fundamental in separating components of different densities. Ideal for oil and gas sectors, these separators are a testament to simplicity and efficiency. At Red River, we design gravity separators that not only meet but exceed industry standards, ensuring your operations are both efficient and environmentally compliant.
Centrifugal Separators: How They Work
The centrifugal force is another marvel of engineering used to separate fluids and particles. Our centrifugal separators are crafted for a high-performance, catering to industries like power generation and minerals/elements processing. They’re engineered to provide optimal separation efficiency, reducing downtime and enhancing your operational productivity.
Magnetic Separators in Industry
Magnetic separators play a crucial role in extracting metallic contaminants from materials. This technology is indispensable in sectors such as recycling and mining, ensuring product purity and protecting downstream equipment. Red River’s magnetic separators are designed for reliability and durability, offering a solution that’s both effective and cost-efficient.
Oil and Water Separation Techniques
In the oil and gas industry, separating oil from water is a critical process. Our oil and water separators are engineered to deliver high separation efficiency, ensuring that you meet regulatory requirements while maximizing recovery rates. We understand the challenges you face and offer solutions that are both innovative and practical.
Air Separators and Their Importance
Air separation is vital in applications ranging from medical oxygen production to industrial gas supply. Our air separators are at the forefront of technology, designed to provide the purity levels required for your specific applications. Whether for commercial/public works or biogas production, we ensure that our air separators stand up to the task, delivering performance and reliability.
Industrial Separator Solutions Design and Operational Efficiency
Key Components of a Separator
Understanding the key components of a separator is crucial for optimizing its performance. Our team at Red River takes pride in using only the highest quality materials and components, ensuring that each separator is built to last and perform. From inlet nozzles to discharge valves, every part is meticulously selected and tested for maximum efficiency and durability.
Enhancing Separator Performance
Our approach to enhancing separator performance involves continuous innovation and adherence to best practices. By incorporating advanced materials, precision engineering, and state-of-the-art technology, we ensure that your separators not only meet but exceed expectations. Our commitment to quality and efficiency is unwavering, as we strive to deliver solutions that are both effective and environmentally responsible.
Maintenance and Care for Longevity
We believe that the longevity of a separator is as important as its initial performance. That’s why we offer comprehensive maintenance and care services, designed to keep your separators running smoothly over their entire lifecycle. Our team of experts is always ready to provide support, from routine maintenance to emergency repairs, ensuring that your operations remain uninterrupted.
Innovations in Industrial Separator SolutionsSystems
Latest Trends in Separator Technology
The separator landscape is constantly evolving, driven by the need for more efficient, reliable, and cost-effective solutions. At Red River, we’re at the forefront of these changes, integrating cutting-edge designs and materials that set new standards in separator performance. Our team is committed to innovation, constantly exploring new ways to improve separator operation principles and functionality. We’re not just keeping up with the industry; we’re setting the pace.
Eco-friendly Separation Solutions
Sustainability is at the heart of everything we do at Red River. We believe in creating separator systems not only meet our client’s needs but also contribute to a healthier planet. Our eco-friendly separation solutions are designed to minimize environmental impact, reducing waste and energy consumption. By choosing Red River, you’re not just getting a separator; you’re making a statement about your commitment to environmental stewardship.
Automation in Separators
In today’s digital age, automation is key to achieving unparalleled efficiency and accuracy. Our automated separator systems are designed to deliver optimal performance with minimal human intervention, reducing the potential for error and increasing productivity. From the initial design to the final quality checks, automation is woven into every step of our process, ensuring that each separator we produce meets the high standards our clients expect.
Industrial Separator Solutions Working Process Explained
Step-by-Step Operation of a Separator
The operation of a separator might seem complex, but it’s all about precision and expertise. Our separators are designed to efficiently separate components based on density, magnetic properties, or other criteria, depending on the application. From the initial feed to the separation and collection of different phases, our team ensures a smooth, efficient process that maximizes output and minimizes waste.
Common Challenges in Separation
No process is without its challenges, but at Red River, we see them as opportunities to innovate and improve. Whether it’s dealing with variable feed compositions, managing the separation of closely related substances, or ensuring the durability of separator components under harsh conditions, our team is equipped to find solutions that work. Our experience across industries from oil and gas to biogas and beyond gives us a unique perspective on how to tackle these challenges head-on.
Troubleshooting Separator Issues
When issues arise, you need a partner who won’t just sell you a solution but will stand by you to ensure it keeps working as intended. That’s where Red River shines. Our after-sales support and troubleshooting services are second to none. We understand the intricacies of separator technology and are ready to assist with any challenges you may face, ensuring your operations run smoothly and efficiently.
How Separators are Used in Various Industries
Application in the Oil and Gas Industry
In the oil and gas sector, separators are indispensable. They are the workhorses that ensure the purity and safety of the products we rely on daily. Our separators are designed to withstand the rigorous conditions of this industry, separating oil, gas, and water with unparalleled efficiency. This not only maximizes production but also enhances safety, a testament to our commitment to excellence and our dedication to the American values of hard work and reliability.
Separators in the Food and Beverage Sector
The food and beverage industry demands the highest standards of cleanliness and quality. Our separators meet these needs by ensuring that products are free from contaminants, preserving the integrity and taste that consumers expect. This commitment to quality reflects our core values of morals, family, and a dedication to the well-being of the communities we serve.
Role in Waste Management and Recycling
Our innovative separator solutions are also making a significant impact, on waste management and recycling. By efficiently separating materials, we’re not just contributing to a cleaner environment; we’re also making recycling more viable and cost-effective. This aligns with our belief in sustainability and our responsibility to future generations.
Importance in Pharmaceutical Manufacturing
In the pharmaceutical industry, the precision and reliability of our separators ensure the purity of medications that improve and save lives. Our commitment to safety and quality mirrors the high standards required in healthcare, demonstrating our dedication to making a positive impact on society.
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels. We also fabricate related items such as prefabricated spools and skid packages.
Reach Out to us today and experience the Red River difference. Where American Made and American Values come together, we care more.
Frequently Asked Questions
1. What are the key factors to consider when selecting a separator for my industry?
Selecting the right separator involves considering several critical factors to ensure efficiency, safety, and cost-effectiveness. These include the specific application requirements such as the type of materials to be separated, the volume of material, operating conditions (pressure, temperature), and the desired purity of the end products. Additionally, the separator’s compatibility with existing systems, ease of maintenance, and compliance with industry standards and regulations are crucial considerations.
2. How do separators contribute to environmental sustainability?
Separators play a vital role in environmental sustainability by improving the efficiency of resource use and reducing waste. In industries like oil and gas, food and beverage, and waste management, separators ensure that valuable materials are recovered and reused, minimizing the environmental impact. Advanced separation techniques also help in reducing emissions and energy consumption, contributing to cleaner production processes and supporting global sustainability goals.
3. Can separators be customized to meet specific process requirements?
Yes, separators can be highly customized to meet specific process requirements. This customization can range from the design and material selection to the integration of specific features such as temperature or pressure controls, and even the inclusion of advanced monitoring and automation technologies. Customization ensures that the separator not only fits seamlessly into your existing process but also optimizes performance and efficiency.
4. What are the maintenance requirements for separators in high-demand industries?
Maintenance requirements for separators vary depending on the type of separator, the materials being processed, and the operating conditions. Generally, regular inspection and cleaning are essential to prevent clogging and ensure optimal performance. Components such as filters, gaskets, and seals may need periodic replacement. For high-demand industries, implementing a proactive maintenance schedule is crucial to minimize downtime and extend the lifespan of the separator.
5. How do advancements in separator technology impact production efficiency?
Advancements in separator technology, such as improved design, materials, and integration of automation and real-time monitoring, significantly impact production efficiency. These innovations lead to higher separation efficiency, reduced energy consumption, and increased throughput. Additionally, advanced separators can adapt to changing process conditions, ensuring consistent product quality and reducing the need for manual intervention. This not only optimizes production processes but also contributes to cost savings and environmental sustainability.
Key Takeaways
Separators are essential for separating solids, liquids, and gases based on physical or chemical properties.
Different types gravity, centrifugal, magnetic, oil-water, and air separators serve specific industrial needs.
Advanced designs improve efficiency, reduce downtime, and support eco-friendly operations.
Proper design, maintenance, and customization maximize separator performance and lifespan.
Related Blog Post

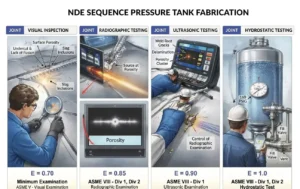
Which NDE Methods Apply to Surge Tanks?
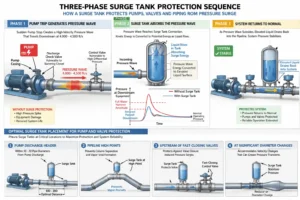
How Do Surge Tanks Protect Pumps and Valves?
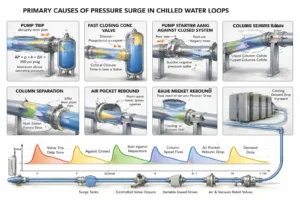
What Causes Pressure Surge in Cooling Loops?
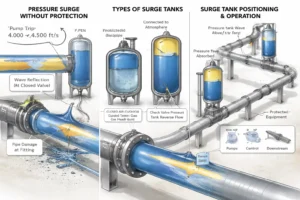
Surge Tanks for Industrial and Process Systems
No related articles found.

