
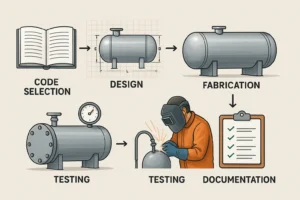
What is SMAW Pressure Welding for High-Pressure Vessels?
SMAW for high-pressure vessels requires specialized knowledge and precise execution. In industries where pressure vessel integrity is paramount, mastering these techniques becomes essential for ensuring structural reliability and operational safety. This guide explores the critical factors and best practices for successfully implementing SMAW for high-pressure vessels in demanding environments.
Shielded Metal Arc Welding, commonly known as “stick welding,” has been a foundational joining method since the early 1900s. The process has evolved significantly to meet the demanding requirements of high-pressure vessel applications. During SMAW for high-pressure vessels, an electric arc forms between a flux-coated electrode and the workpiece. As the electrode melts, it deposits filler metal while the coating creates a protective gas shield and slag that prevents atmospheric contamination of the weld pool.
SMAW became widely adopted during World War II for shipbuilding and has since become indispensable for high-pressure vessel fabrication. Its continued relevance in high-pressure vessel applications stems from several advantages: exceptional versatility in various environments, relatively simple equipment needs, and compatibility with a wide range of metals and thicknesses.
For high-pressure vessel applications specifically, SMAW delivers excellent penetration capabilities and superior joint integrity when properly executed – critical factors when fabricating components that must safely contain extreme pressures over extended service periods.
Key Components of SMAW for High-Pressure Vessels
Electrode Selection and Classification for High-Pressure Vessels
When planning SMAW for high-pressure vessels, electrode selection becomes the most crucial decision. The American Welding Society (AWS) classification system provides a standardized method for identifying electrode properties using a specific alphanumeric code.
High-pressure vessel applications typically require specialized low-hydrogen electrodes (such as E7018, E8018, or E9018) that minimize hydrogen-induced cracking risks – a particularly dangerous defect in pressure-containing equipment. These SMAW electrodes for high-pressure vessels demand strict handling protocols:
- Storage in heated containers maintained at 250-300°F
- Minimal exposure to ambient conditions
- Prompt return of unused electrodes to storage ovens
- Strict rejection of electrodes exposed to moisture
The appropriate electrode selection directly influences the weld’s ability to maintain integrity under high-pressure vessel service conditions throughout the component’s operational life.
Power Source Requirements for SMAW in High-Pressure Vessels
Successful SMAW for high-pressure vessels generally requires direct current (DC) power sources rather than alternating current (AC). Most high-pressure vessel SMAW procedures specify direct current electrode positive (DCEP, also called reverse polarity) for its superior penetration characteristics, though specific high-pressure vessel applications may occasionally call for direct current electrode negative (DCEN).
Power equipment for SMAW in high-pressure vessel fabrication should include:
- Precise current control capabilities
- Sufficient duty cycle for extended welding operations
- Voltage-reducing devices for enhanced operator safety
- Documented calibration and maintenance records
The stability and consistency of the power source directly influence weld quality in high-pressure vessel fabrication using SMAW.
Best Practices for SMAW in High-Pressure Vessel Fabrication
Joint Preparation for High-Pressure Vessel SMAW
Success in SMAW for high-pressure vessels begins before the arc is struck. Meticulous joint preparation includes:
- Creating properly angled bevels (typically 30-37.5 degrees) to ensure complete penetration in high-pressure vessels
- Thoroughly cleaning surfaces to remove all contaminants including oil, rust, paint, and mill scale
- Establishing and maintaining precise root gaps and alignment per engineering specifications
- Implementing appropriate preheating protocols when required by code or material properties for high-pressure vessel applications
Industry data consistently shows that inadequate joint preparation significantly contributes to weld failures in high-pressure vessel applications, making this step essential for quality-focused fabrication.
Welding Techniques for High-Pressure Vessels
When applying SMAW to high-pressure vessel components, proper technique becomes critical:
- Control travel speed carefully – too fast reduces penetration, too slow increases heat input and potential distortion
- Maintain a 20-30 degree electrode angle to ensure proper slag control while maintaining visibility
- Implement appropriate weaving patterns for specific joint designs while ensuring complete fusion at the edges
- Follow proper multi-pass sequencing, typically using a “stringer bead” approach for root passes followed by methodical fill and cap passes
Heat input management is particularly important when using SMAW for high-pressure vessels. Excessive heat can alter base material properties, while insufficient heat may lead to incomplete fusion – both potentially catastrophic in high-pressure vessel equipment.
Quality Control and Testing for SMAW in High-Pressure Vessels
High-pressure vessel applications demand comprehensive quality verification of SMAW welds. Standard protocols include:
Non-destructive examination methods for high-pressure vessels:
- Visual inspection to identify surface irregularities in high-pressure vessel welds
- Radiographic testing (RT) to detect internal discontinuities in pressure-containing welds
- Ultrasonic testing (UT) for thick-section weld evaluation in high-pressure vessels
- Magnetic particle or liquid penetrant testing for surface crack detection
Destructive testing approaches for high-pressure vessel welds:
- Bend tests to evaluate ductility of high-pressure vessel welds
- Tensile testing to verify strength properties required for pressure containment
- Macro-etch examinations to assess cross-sectional quality
- Impact testing to determine brittle fracture resistance in high-pressure vessel service conditions
Complete documentation throughout the fabrication process creates a quality record essential for code compliance when using SMAW for high-pressure vessels. This includes welder qualifications, procedure specifications, inspection reports, and test results.
Common Challenges and Troubleshooting in SMAW for High-Pressure Vessels
Even skilled welders encounter challenges when performing SMAW on high-pressure vessel components:
Porosity: Typically results from moisture contamination in electrodes or joint surfaces. Prevention strategies for SMAW in high-pressure vessels include proper electrode storage, thorough cleaning procedures, and maintaining adequate shielding during welding.
Distortion: Occurs from uneven heating and cooling cycles. Control measures for high-pressure vessel applications include strategic weld sequencing, backstep techniques, and sometimes implementing mechanical restraints during fabrication.
Cracking: Presents particularly serious concerns in SMAW for high-pressure vessels. Prevention requires attention to:
Appropriate preheat and interpass temperature maintenance
- Strict adherence to low-hydrogen practices
- Controlled cooling rates, especially with high-carbon or alloy steels
- Post-weld heat treatment when specified by applicable high-pressure vessel codes
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels. We also fabricate related items such as prefabricated spools and skid packages.
Reach out to us today and experience the Red River difference. Where American-made products and American Values come together, we care more.
Frequently Asked Questions (FAQ)
1. Which electrode types perform best in pressure vessel fabrication?
Low-hydrogen electrodes in the E7018, E8018, and E9018 families are typically specified for pressure-containing equipment. The specific selection depends on base material strength requirements, chemical composition compatibility, and service conditions. Critical applications may require specialty electrodes with enhanced toughness or creep resistance properties.
2. How does SMAW compare with alternative processes for pressure applications?
Compared to GTAW (TIG), SMAW generally offers higher deposition rates but less precise control. GMAW (MIG) provides faster production speeds but may present fusion challenges in certain positions. FCAW delivers high deposition with good mechanical properties but requires more extensive ventilation systems. SMAW maintains its relevance due to versatility, especially in remote locations or challenging environments.
3. What qualifications must welders have for high-pressure SMAW work?
Welders typically need qualification according to ASME Section IX, AWS D1.1, or similar codes relevant to the specific industry. These certifications verify the welder’s capability to produce sound welds in required positions, with designated materials, and using specified processes. Specialized applications like nuclear components or offshore structures may require additional certifications.
4. What inspection schedule should SMAW equipment follow when used for pressure applications?
Daily visual checks should verify cable integrity, electrode holder condition, and proper grounding connections. Monthly inspections should include calibration verification and electrical safety checks. Annual maintenance should encompass internal component assessment and comprehensive testing of all safety features and output parameters.
5. What defects most commonly occur in SMAW welds on pressure vessels?
The most frequent defects include lack of fusion (particularly at weld toes), porosity from improper electrode handling, slag inclusions between passes, undercut along weld edges, and hydrogen-induced cracking in high-strength materials. Each requires specific prevention strategies during the welding process.
6. Are there materials not suitable for SMAW in high-pressure applications?
While SMAW works with many materials, certain situations present limitations. Very thin materials (under 1/8″) can be difficult to weld without burn through. Reactive metals like titanium require more sophisticated shielding than SMAW provides. Additionally, ultra-high-strength alloys may need more precise heat input control than is typically achievable with the SMAW process.
Key Takeaways
- SMAW delivers reliable results for high-pressure applications when properly implemented
- Selecting appropriate low-hydrogen electrodes and handling them correctly is fundamental to pressure vessel integrity
- Comprehensive testing protocols combining visual, non-destructive, and destructive methods ensure safety compliance
- Joint preparation quality directly influences the pressure-retaining capability of the final weld
- Professional certification and documentation provide essential verification for high-pressure application welding
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide

What is Pressure Vessel Fabrication and Manufacturing
About Author

