
Vessel welding is critical because pressure vessels must withstand extreme forces, making weld quality, material selection, and code compliance essential for safety and reliability. Using the right welding processes, following ASME standards, and leveraging prefabrication help industries prevent failures, reduce risk, and ensure long-term performance.
Why Vessel Welding Matters in Industry
If you are just getting started with vessel welding, you are stepping into a specialized field that balances precision, safety, and regulatory compliance. A pressure vessel contains fluids, often under high pressure, so its seams, shells, and welded joints must withstand immense forces. Mistakes can be costly and even pose safety risks. Good news mastering the fundamentals of vessel welding is easier than it might sound once you understand a few core principles and best practices.
At its core, vessel welding involves joining metal sections that make up a pressure vessel’s body, nozzles, and other critical components. Much of the process centers on effective heat control, filler material selection, and careful edge preparation. Each step in vessel welding aims to ensure a strong, leak-proof seam. Many industries rely on these vessels from energy to chemical processing so quality is indispensable. You might see carbon steels or rare alloys like stainless in vessel welding, each with its own physical quirks. For example, stainless steels are known for high corrosion resistance, making them ideal where cleanliness and durability are key, but they require precise welding temperatures and careful shielding.
When you assemble a new vessel through vessel welding, you typically start with metal plates or pipes cut to shape, then tack-weld them together before completing a full weld pass. Each technique you choose, from stick welding to submerged arc welding, has special properties in terms of penetration depth, filler flow, and heat-affected zones. You also want to keep distortion in check during vessel welding, especially on large shells. Low heat input and proper bracing can help preserve your vessel’s roundness during vessel welding. If you are worried about the complexity, do not be. Working with a knowledgeable shop or mentor can smooth the path to success.
On the industrial side, companies like Red River specialize in the manufacturing of custom or OEM pressure vessels. According to their experience, vessel welding prefabrication can reduce conflicts during construction and significantly minimize rework. You might consider adopting a similar approach if you want higher-quality welds and less time on site. As you begin, remember that welding a pressure vessel is not just about running smooth beads—it is about ensuring structural integrity that can handle pressure for years to come.
Key welding processes
Pressure vessels can be welded using several vessel welding processes, each suited to different materials and project conditions. Selecting the right process depends on factors like thickness, required weld quality, and whether you plan to perform most of the vessel welding work in a shop or in the field. Below are a few common vessel welding processes:
Shielded metal arc welding (SMAW or “stick”)
- Handheld, flexible, and cost-effective.
- Ideal for field repairs and smaller jobs due to portability.
- Requires skill to control slag and spatter, but can handle carbon steels well.
Gas tungsten arc welding (GTAW or “TIG”)
- Extremely clean, high-quality welds.
- Great for thinner materials, stainless steel, or specialized alloys.
- Demands good hand coordination and a slower travel speed, but the results are worth it.
Gas metal arc welding (GMAW or “MIG”)
- Usually faster than TIG, with decent bead quality.
- Works well for carbon steel plates and shells in a shop environment.
- Spool guns make it more controllable, though you need to manage shielding gas carefully.
Submerged arc welding (SAW)
- Ideal for large, consistent welds on thick plates.
- An automatic or semi-automatic process that covers the weld pool in a blanket of flux for better cleanliness.
- Excellent penetration and speed, but requires a specialized setup.
For a deeper look into specific processes you can use for vessel welding, consider exploring our capabilities page. Each process comes with unique pros and cons, so align your choice with project scope, material composition, and your available equipment. If you are new to large-scale fabrication, simpler solutions like SMAW or GMAW can help you build confidence, especially while practicing in a controlled environment. For those seeking advanced roles, specialized techniques such as SAW or TIG on stainless steels help you tackle more complex projects.
Ensure code compliance
As vital as solid technique is in vessel welding, you cannot overlook the importance of standards. Pressure vessels operate under high or sometimes dangerously high internal pressures, so regulatory bodies like the American Society of Mechanical Engineers (ASME) set strict guidelines. Ensuring each vessel welding operation meets ASME requirements protects you from liability if anything goes wrong and helps guarantee the vessel’s overall safety.
The ASME code, particularly Section VIII, covers topics like design, material selection, allowable stress limits, and essential vessel welding procedures. Under these rules, you will find set parameters for filler materials, preheat, interpass temperature, and post-weld heat treatment. Each step aims to minimize stress concentrations and potential cracking. Post-weld inspections in vessel welding, such as X-ray or ultrasonic exams, will confirm that your weld fusion is sound.
In many cases of vessel welding, you will also need proper accreditation. For instance, a recognized manufacturer might hold an NBBI “R” stamp, membership in the American Welding Society (AWS), and an ASME certified pressure vessels stamp for vessel welding work. Those stamps tell you the shop is qualified to build or repair pressure-retaining items through vessel welding. If your project demands a high-quality standard, confirm that your chosen welding team holds the correct credentials. Trading corners on compliance in vessel welding could lead to expensive rework or, worse, unsafe equipment. By adhering to recognized codes, you not only build trust in your final product but also set a benchmark for consistent, repeatable welding outcomes.
Embrace prefabrication methods
Prefabrication has become a game-changer for vessel welding, especially if you want to speed up production and minimize on-site risks. By fabricating spools, piping packages, or even entire modular skids through in a controlled environment, you drastically reduce the common delays caused by weather and unplanned interruptions. The vessel welding prefabrication approach also cuts site-based exposure hours, which can lower your insurance rates and improve worker safety.
According to Red River, prefabrication in vessel welding improves quality due to fewer errors and conflicts during the final assembly stage. When spools and modules arrive mostly complete, you reduce the chance of costly dimensional mismatches or on-the-spot rework. Prefabrication also enhances scheduling efficiency. You can produce modules off-site while foundation work or other site preparations continue. Ultimately, you will save on labor costs, get a more consistent weld finish, and avoid last-minute surprises.
If you are tackling your first prefabricated vessel welding project, pay close attention to the modeling and planning stage. You want to verify isometrics, weld measurements, and tolerance checks before cutting any metal for vessel welding. Some vessel welding professionals rely on advanced software to map spool pieces, optimizing pipe routing and support points to fit seamlessly into the final design. When the prefabrication is complete, shipping modules to site becomes more straightforward. This approach is especially helpful in remote locations where labor costs run high.
By embracing prefabrication in vessel welding, you set yourself up for fewer headaches and a better bottom line. Done right, the synergy of lower risk, higher quality, and shorter project windows can greatly benefit your operations.
Advanced Techniques and Material Considerations
Modern vessel welding requires understanding various material properties and how they affect welding parameters. Carbon steel remains the most common material in vessel welding, but stainless steel, duplex steels, and rare alloys are increasingly used in specialized applications. Each material presents unique challenges that must be addressed through proper technique selection and parameter control.
Temperature management is crucial in vessel welding, particularly when working with thick sections or materials prone to cracking. Preheat requirements vary significantly based on material composition and thickness. For carbon steel vessel welding, preheat temperatures typically range from 200°F to 400°F, while stainless steel may require different considerations to prevent carbide precipitation and maintain corrosion resistance.
Interpass temperature control during welding helps manage the microstructure of the heat-affected zone. Maintaining proper interpass temperatures in vessel welding prevents excessive grain growth and ensures optimal mechanical properties. Post-weld heat treatment (PWHT) is often mandatory in vessel welding to relieve residual stresses and improve the material’s toughness characteristics.
Quality Control and Inspection in Vessel Welding
Quality assurance in vessel welding begins with proper procedure qualification and continues through final inspection. Welding Procedure Specifications (WPS) in welding must be qualified through testing to demonstrate that the proposed welding parameters will produce acceptable results. Procedure Qualification Records (PQR) document the actual results achieved during qualification testing.
Non-destructive testing plays a vital role in vessel welding quality control. Radiographic testing reveals internal discontinuities such as porosity, inclusions, and lack of fusion. Ultrasonic testing provides an alternative to radiography in vessel welding, particularly for thick sections where radiographic sensitivity may be limited. Magnetic particle testing and liquid penetrant testing detect surface discontinuities in it.
Visual inspection remains the most fundamental quality control method in vessel welding. Trained inspectors evaluate weld profile, surface condition, and dimensional accuracy during vessel welding. Proper documentation of inspection results in vessel welding provides traceability and demonstrates compliance with applicable codes and standards.
Mastering Vessel Welding for Reliability
Whether you are working on your first small pressure tank or taking on a large industrial separator, consistent vessel welding practices are key to long-term reliability. You have seen how crucial it is to pick the right process, from TIG to SMAW, while also meeting ASME guidelines and planning for smart prefabrication. Each piece of the puzzle technique, code compliance, and advanced modules fits together to give you a safe, efficient result.
Remember, success in vessel welding relies on discipline, knowledge, and careful execution. If you are new to the trade, start by focusing on one welding process at a time. Hone your bead control and temperature management skills. Then, build up your familiarity with relevant codes and safety standards.
By keeping the fundamentals in mind and leveraging advanced solutions like prefabrication, you will find that vessel welding becomes a manageable, rewarding craft.
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels. We also fabricate related items such as prefabricated spools and modular skids.
Reach out to us today and experience the Red River difference. Where American-made products and American Values come together, we care more.
Frequently Asked Questions
1. How to weld pressure vessels?
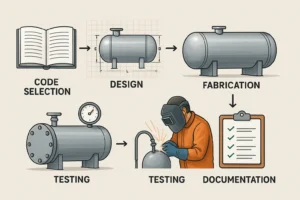
Welding pressure vessels requires following strict codes like ASME Section VIII, using certified welders with proper qualifications, ensuring complete joint penetration through techniques like backing strips or consumable inserts, maintaining precise heat input control, performing thorough pre-weld cleaning and fit-up, executing proper welding sequences to minimize distortion, and conducting mandatory post-weld heat treatment followed by comprehensive non-destructive testing including radiographic and ultrasonic inspection.
2. What is pressure vessel welding?
Pressure vessel welding is a specialized fabrication process that involves joining metal components using high-temperature fusion techniques to create containers designed to hold gases or liquids at pressures significantly different from ambient pressure, requiring adherence to stringent safety codes, quality standards, and inspection procedures due to the critical nature of these vessels in industrial applications.
3. What types of welding are used for pressure vessels?
The primary welding processes used for pressure vessels include Shielded Metal Arc Welding (SMAW/stick welding) for its versatility and deep penetration capabilities, Gas Tungsten Arc Welding (GTAW/TIG) for high-quality root passes and thin materials, Gas Metal Arc Welding (GMAW/MIG) for efficient fill and cap passes, Submerged Arc Welding (SAW) for thick section automatic welding, and Flux-Cored Arc Welding (FCAW) for high deposition rates, with the selection depending on material thickness, vessel size, production requirements, and specific code requirements.
4. Do I need a special certification for pressure vessels?
Yes. In many regions, you need qualifications that meet the ASME pressure vessel welding code or similar standards. A shop might also possess an NBBI R stamp showing they are authorized to repair pressure-containing items. If you want more details on accreditation, see pressure vessel welding certification.
5. Which welding method is best for a beginner?
Many newcomers start with shielded metal arc welding (stick) or gas metal arc welding (MIG) because both processes can handle common carbon steels and are relatively simpler to learn. Over time, you can transition to more specialized processes like TIG or submerged arc welding, depending on the project demands.
6. How does prefabrication help with vessel welding?
Prefabrication means building sections of the vessel in a controlled shop environment, where conditions are consistent and quality is easier to maintain. It can reduce on-site labor, minimize rework, and streamline scheduling. This method is popular among industrial manufacturers.
7. Why is it important to follow ASME code?
The ASME code provides uniform standards for design, fabrication, and inspection of pressure vessels. Complying with these rules ensures safety, performance, and legal acceptance. Following ASME not only helps you avoid liability but also assures customers and regulators that your vessel meets industry benchmarks.
Key takeaways
- Start with the basics. Do not rush into complex materials or rare processes until you can confidently run a solid weld bead with consistent heat control.
- Match your welding process to your vessel’s material and thickness. MIG or stick welding can be a good entry point, while TIG and SAW cater to specialized or heavier jobs.
- Embrace prefabrication to reduce on-site delays and exposure hours. Shop-based fabrication often translates into better weld quality and fewer costly surprises later.
- Always work under recognized codes, like those set by ASME or local authorities. Proper compliance safeguards safety and ensures a durable vessel.
- Keep improving your skills and knowledge. From advanced certifications to continuous practice, every bit of progress helps you produce stronger, safer, and longer-lasting welds.
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide


