
How to Choose and Use an Air Pressure Gauge for Air Tank


Why Air Pressure Gauges Are Essential
Maintaining proper pressure in air tanks is essential for safety, efficiency, and equipment longevity. A reliable air pressure gauge for air tank ensures accurate readings and helps prevent over-pressurization, reducing risks to personnel and equipment. This guide explains why gauges matter, how to select them, and how to install and maintain them for optimal performance.
Understanding Air Pressure Gauges and Air Tanks
An air pressure gauge measures the pressure inside a tank, giving operators real-time data about their compressed air system. Air receivers, the storage vessels for compressed air, depend on these gauges to maintain safe operation. For insights on how the material of air receivers affects pressure management, see our guide on air receiver materials
Why Proper Gauges Matter
Air pressure gauges are not just measurement tools—they are safety devices. Inaccurate readings can lead to over-pressurization, damaging the tank or connected equipment. Industry standards, such as ASME Section VIII, emphasize the need for accurate monitoring of pressure vessels to maintain compliance and operational safety.
Key Features of a Reliable Air Pressure Gauge
When selecting a gauge, consider these factors:
Accuracy and Range: Must cover the maximum working pressure (MAWP) of your tank.
Durability: Use corrosion-resistant and robust gauges. Learn more in our air receiver materials guide.
Mounting Type: Choose between panel-mounted or tank-mounted options depending on visibility and accessibility.
Compliance: Ensure the gauge meets industrial safety standards, referencing air receivers as pressure vessels.

Installing an Air Pressure Gauge for Air Tank
Proper installation guarantees accurate readings and prolongs the life of both the gauge and the tank:
Location: Place the gauge where it’s easily visible and not affected by vibrations.
Connection: Use proper fittings to prevent leaks.
Calibration: Regular calibration ensures consistent accuracy and regulatory compliance.
For safety labeling, refer to our air receiver color codes guide.
Maintaining Accurate Pressure Readings
Regular maintenance ensures reliable operation:
Inspect gauges for damage or corrosion frequently.
Drain air receivers to avoid moisture accumulation, which can skew readings. See tips in controlling moisture in air receivers.
Replace faulty gauges promptly.
Knowing the types of air receivers helps in selecting compatible gauges.
Safeguard Your System with the Right Gauge
Selecting the correct air pressure gauge for your air tank ensures safety, compliance, and operational efficiency. Durable, accurate gauges protect your workforce, prevent equipment damage, and optimize air system performance. Following manufacturer guidelines, performing regular maintenance, and adhering to industry standards are essential steps toward a reliable compressed air system.
Choose Your Air Pressure Gauge Today
- Red River specializes in designing and manufacturing high-quality air receivers and accessories. Ensure your system is safe and compliant—contact us today to choose the right air pressure gauge for your air tank and experience the Red River difference..
Frequently Asked Questions
1.What is an air pressure gauge for an air tank?
A device that measures internal tank pressure to ensure safe, efficient operation.
2.How often should I check my air pressure gauge?
Monthly inspections and annual calibration are recommended.
3. Can I install a gauge myself?
Professional installation is advised to maintain accuracy and comply with safety standards.
4. What types of gauges are suitable for industrial air tanks?
Dial gauges, digital gauges, and compound gauges depending on your system.
5. How do I know if a gauge is malfunctioning?
Inconsistent readings, leaks, or visible damage indicate it needs replacement or repair.
Key Takeaways
Accurate gauges are vital for safe air tank operation.
Proper installation and maintenance prolong equipment life.
Regular inspection prevents downtime and ensures compliance.
Choosing the right gauge optimizes system efficiency.
Internal and external resources provide guidance for safe operation.
Related Blog Post
- What are air receivers made from?
- Is an air receiver a pressure vessel?
- What is the color code for air receiver?
- How do air receivers control moisture build up?
- What are the different types of air receivers?
- What are the safety requirements for air receivers?
- What is an air receiver used in an air compression system?
- What is the difference between air compressor and air receiver?
- What is the difference between wet air receiver and dry air receiver?
- What safety devices are air receivers equipped with and for what purpose?
Solutions
In the realm of industrial solutions, Red River emerges as a pioneer, offering a diverse range of custom-engineered products and facilities. Among our specialties is the design and production of Custom/OEM Pressure Vessels, meticulously crafted to meet individual client requirements, ensuring performance under various pressure conditions. Our expertise extends to the domain of prefabrication, where Red River leads with distinction.
The company excels in creating prefabricated facilities, modules, and packages, reinforcing its stance as a forerunner in innovation and quality. This proficiency is further mirrored in their Modular Skids offering, where they provide an array of Modular Fabricated Skid Packages and Packaged equipment. Each piece is tailored to client specifications, underlining their commitment to delivering precision and excellence in every project they undertake.

Related Blog Post
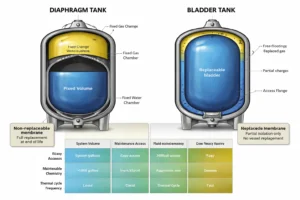
When to Choose Bladder vs Diaphragm Tanks
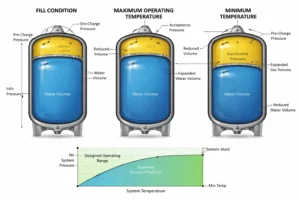
How Do Expansion Tanks Control Loop Pressure?

Expansion Tanks for Data Center HVAC

Which Tests Verify Buffer Tank Quality?
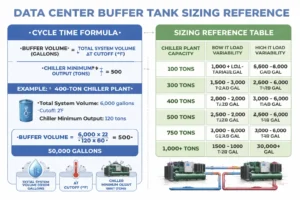
What Size Buffer Tank for Data Centers?
No related articles found.
About Author
