
Vessel Weld Radiographic Inspection is a critical non-destructive testing method that detects hidden weld flaws in pressure vessels. It ensures compliance with ASME and ISO standards, enhances reliability, and prevents costly failures before they occur.
Ensuring Weld Integrity Through Vessel Weld Radiographic Inspection
Weld quality in pressure vessel fabrication isn’t just important it’s essential. That’s where Vessel Weld Radiographic Inspection (RT) comes in. This non-destructive testing (NDT) method is widely trusted to detect internal weld flaws that could threaten safety, performance, or regulatory compliance. In this guide, we explore procedures, standards, and benefits of Vessel Weld Radiographic Inspection and why it’s a non-negotiable step in modern vessel manufacturing.
What Is Vessel Weld Radiographic Inspection?
Vessel Weld Radiographic Inspection uses X-rays or gamma rays to produce images of a weld’s internal structure. It detects hidden defects like porosity, inclusions, and cracks problems that can’t be seen from the outside but could cause catastrophic failures. Learn more about pressure vessel definitions and thresholds.
X-ray vs Gamma Ray Methods
There are two primary approaches to Vessel Weld Radiographic Inspection:
- X-ray RT: Uses electrically generated X-rays, best for controlled shop environments.
- Gamma ray RT: Uses isotopes such as Iridium-192 or Cobalt-60, ideal for field conditions.
Both produce radiographs, which certified technicians review to identify discontinuities. These images help verify weld integrity against industry codes.
Why Vessel Weld Radiographic Inspection Is Critical
Detecting Internal Flaws
Vessel Weld Radiographic Inspection reveals flaws such as:
- Porosity
- Slag inclusions
- Cracks
- Lack of fusion
These defects weaken structural integrity and must be corrected before the vessel enters service. For deeper insight, explore water presence in pressure vessels.
Code Compliance and Traceability
Radiographic inspection ensures compliance with standards such as:
- ASME Section V & VIII – NDT procedures and acceptance criteria
- ASTM E94 – Radiographic techniques
- ISO 17636-1/2 – Digital and film-based RT methods
- SNT-TC-1A / ISO 9712 – Personnel certification
All Vessel Weld Radiographic Inspection records, including technique sheets, radiographs, and interpretation reports, must be archived for full traceability.
Boosting Reliability and Longevity
By verifying weld quality during fabrication, RT reduces maintenance costs and prevents costly shutdowns. It extends the vessel’s lifecycle and ensures long-term operational safety. Learn more about quality assurance in custom pressure tank manufacturing.
Step-by-Step Vessel Weld Radiographic Inspection
- Preparation: Clean the weld area. Prepare the RT technique sheet, selecting the proper film and radiation source.
- Exposure: Position the radiation source opposite the film. Shield surroundings. Expose for a precise time.
- Image Review: Develop the radiograph. Technicians interpret it per ASME or project-specific standards.
Key Benefits of Vessel Weld Radiographic Inspection
- Detects flaws without damaging the component
- Offers permanent visual inspection records
- Enhances safety and compliance
- Supports asset longevity and quality assurance
Why Vessel Weld Radiographic Inspection Is Non-Negotiable
In the high-stakes world of pressure vessels, a single hidden defect can cost millions or lives. Vessel Weld Radiographic Inspection isn’t just a formality; it’s a critical safeguard. From porosity detection to standards compliance, RT ensures vessels are safe, reliable, and built to code.
Why Vessel Weld Radiographic Inspection Is the Backbone of Weld Assurance
Vessel Weld Radiographic Inspection isn’t optional it’s essential. It protects people, property, and the structural integrity of every pressure vessel that leaves your facility. By identifying internal weld discontinuities before they become failures, this inspection method safeguards long-term performance.
At Red River, Vessel Weld Radiographic Inspection is integrated into every phase of our fabrication process to ensure unmatched safety, reliability, and full code compliance for critical pressure vessel applications.
Need a reliable partner?
Red River specializes in ASME code-compliant pressure vessels, spools, and skid packages.
Contact us today and experience the Red River difference where American quality meets industrial excellence.
Frequently Asked Questions
1. What types of defects can Vessel Weld Radiographic Inspection detect?
Porosity, slag inclusions, lack of fusion, cracks, and more.
2. How does RT compare to ultrasonic testing (UT)?
RT offers permanent records. UT provides real-time results and depth accuracy.
3. Is Vessel Weld Radiographic Inspection safe?
Yes certified professionals follow strict safety protocols.
4. Can RT be used on all vessel materials?
It works best on carbon and low-alloy steels. Very dense materials may require UT.
5. What certifications are needed for RT personnel?
SNT-TC-1A or ISO 9712 certification is required.
6. How long does a Vessel Weld Radiographic Inspection take?
Anywhere from minutes to over an hour per weld, depending on size and complexity.
7. What happens if a weld fails?
It must be repaired and re-inspected until it meets the standard.
8. How are RT records stored?
They are archived with full traceability through the vessel’s lifecycle.
Key Takeaways
- Vessel Weld Radiographic Inspection is essential for detecting internal weld flaws in pressure vessels.
- RT ensures compliance with ASME, ISO, and ASTM standards.
- It provides traceable documentation, enhances safety, and extends equipment lifespan.
- Choosing the right RT method (X-ray or gamma ray) depends on the environment.
- Red River integrates RT into every stage of pressure vessel fabrication for maximum reliability.
Related Blog Post
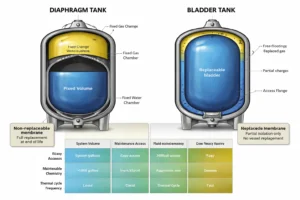
When to Choose Bladder vs Diaphragm Tanks
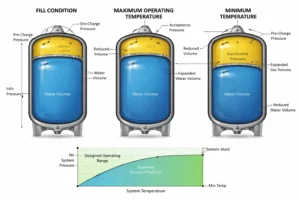
How Do Expansion Tanks Control Loop Pressure?

Expansion Tanks for Data Center HVAC

Which Tests Verify Buffer Tank Quality?
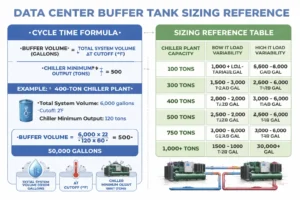
What Size Buffer Tank for Data Centers?
- Magnetic Testing Pressure Vessels: Ensuring Structural Integrity
- Statistical Process Control Welding in Manufacturing
- Acoustic Emission Monitoring During Pressure Tests
- Phased-Array Ultrasonic Testing for Weld Inspection
- HAZ Hardness Profile Mapping in Welded Components
- Dye Penetrant Inspection (DPI) for Surface Crack Detection

