
Pressure vessel welding is essential to business safety and reliability because even small weld defects can cause failures, downtime, and reputational damage. Following ASME codes, using qualified welders, and adopting prefabrication in controlled environments reduces risk, lowers costs, and delivers long-lasting, dependable vessels.
Why Pressure Vessel Welding Matters for Your Business
Pressure vessel welding is no ordinary task. You are joining thick-walled containers that must withstand high pressures and extreme conditions. A minor weld flaw could spell big trouble for safety, productivity, and your business’s reputation. Good news this is easier than it sounds if you follow proven guidelines and codes. In fact, teams who embrace carefully planned welding procedures can see fewer defects, improved uptime, and smoother inspections. Whether you oversee a small fabrication shop or manage massive industrial projects, your investment in skillful pressure vessel welding pays off in reliability and peace of mind.
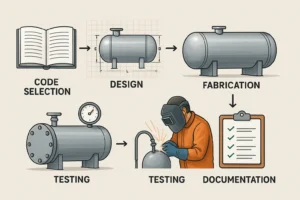
Below, you will discover the key steps to master pressure vessel welding. We will look at essential codes, materials, welding procedures, and how companies like Red River apply modern methods to meet stringent standards. We will also explore why fabrication in a controlled environment known as prefabrication helps reduce errors and keep costs in check. At the end, you will find a concise FAQ to answer common questions, plus a summary of the main points to remember. Let’s begin.
Recognize the significance of pressure vessel welding
Pressure vessel welding matters because these structures hold contents that are often pressurized or subject to harsh conditions. Power plants, petroleum refineries, chemical factories, and more rely on pressure vessels to store gases or liquids under various pressures. This means your weld must stand up to thermal stress, corrosion, and other forces that could weaken subpar joints.
Why high standards are necessary
Safety, first and foremost, is your biggest concern in pressure vessel welding. A poorly welded seam might lead to leaks or catastrophic rupture. That is why numerous industry standards exist to ensure each pressure vessel welding operation delivers the integrity you need. The American Society of Mechanical Engineers (ASME) code is a key reference you should know for pressure vessel welding. It sets baseline guidelines for design, material selection, and pressure vessel welding procedures.
There is also a practical business benefit: a well-executed pressure vessel welding project tends to last longer with fewer breakdowns. Maintenance costs drop, and you spend less time troubleshooting cracks. In many industries, reducing unplanned downtime through quality pressure vessel welding is one of the smartest ways to protect your bottom line. Red River, a leader in contract manufacturing of ASME certified pressure vessels (Red River), has repeatedly demonstrated how meeting code requirements and focusing on precise pressure vessel welding reduces costly repairs later.
How Red River’s approach sets the tone
Red River’s belief that “any project can be prefabricated” illustrates a shift in how we view pressure vessel welding. Traditionally, all pressure vessel welding fabrication occurred on-site, subject to weather and last-minute design issues. By contrast, Red River’s controlled shop environment produces more consistent pressure vessel welding quality, faster project completion, and fewer exposure hours on-site through their modular skids approach. This approach prefabrication simplifies your pressure vessel welding planning so you can focus on other parts of the job. You can adopt some of these same principles even if you have an in-house pressure vessel welding team.
Understand design and materials
Large steel containers must be carefully designed to handle the stress of internal or external pressure. Your choice of materials carbon steel, stainless steel, or specialized alloys shapes how you approach pressure vessel welding. Every combination of base metal and filler metal demands specific pressure vessel welding procedures and technique adjustments.
Selecting the right materials
When starting a new pressure vessel welding project, consider the following input:
- Pressure rating: The higher the internal pressure, the stronger your base metal should be for pressure vessel welding.
- Corrosion factors: Some contents cause corrosion over time. Stainless steel or cladded steels can handle more corrosive environments in pressure vessel welding.
- Temperature extremes: If the vessel faces cryogenic or high-heat conditions, choose metals resistant to cracking and warping during pressure vessel welding.
These vital decisions are easier when you consult the ASME code, which extensively covers acceptable materials for different pressure ranges in pressure vessel welding. Red River stays up to date with new materials and designs so that each pressure vessel welding project meets specific client needs through their comprehensive capabilities.
Factoring in thickness
A pressure vessel can have significantly thicker walls than standard pipes or structural sections. Why does that matter for pressure vessel welding? Thicker sections demand a slower cooling rate for pressure vessel welding, or else cracks may form. Preheating thicker metal may also be necessary to reduce thermal stress in pressure vessel welding. Similarly, post-weld heat treatment (PWHT) can relieve residual stresses that build up during pressure vessel welding. These guidelines come from established code requirements and years of pressure vessel welding industry experience.
Follow key code requirements
Regulatory codes remove guesswork from your pressure vessel welding. The ASME pressure vessel welding code, for example, outlines essential variables: preheat temperatures, filler metals, joint designs, and more. Each variable is tested and verified for safety in pressure vessel welding. Skipping details can invalidate a vessel’s certification and put you at risk of legal complications or unsafe conditions.
American Society of Mechanical Engineers (ASME)
The most recognized set of standards for pressure vessel welding is the ASME Boiler and Pressure Vessel Code (BPVC). If you wonder “What are the requirements for ASME pressure vessel welding?” you will find guidelines on everything from design thickness calculations to final inspections. If your role involves ensuring compliance, you might consult what are the requirements for asme pressure vessel welding as an additional resource.
ASME stamps, such as the U stamp or R stamp, indicate the fabricator’s ability to follow these strict standards. Red River’s certifications, including U4 & R stamps, confirm that they meet the rigorous procedures spelled out in ASME regulations (Red River). When you weld within code parameters, you not only meet legal obligations but also enhance your vessel’s performance and service life.
Important code aspects
- Welding procedure specifications (WPS): Detailed outlines of how welding takes place, specifying joint configuration, filler material, electrical parameters, and technique.
- Procedure qualification records (PQR): Documents proving the WPS has been tested and yields acceptable mechanical properties.
- Welder qualification: Each welder must pass tests demonstrating they can replicate the WPS. Obtaining pressure vessel welding certification ensures the welder has the skill to meet code demands.
- Inspection and testing: Non-destructive examination, such as radiography or ultrasonic testing, verifies weld integrity. Hydrostatic or pneumatic tests may also follow.
Most codes leave room for advanced technologies, such as new welding automation methods or real-time weld monitoring. Red River uses the latest welding methods for pressure vessel fabrication, carefully qualifying processes in both carbon and stainless materials (Red River).
Prepare the welding environment
In your quest to perform flawless pressure vessel welding, consider how the physical setting influences results. Many vessels fail due to overlooked details like humidity, dust, or inconsistent temperatures around your pressure vessel welding zone. Controlling your environment ensures each pass of the pressure vessel welding meets the design requirement.
Eliminating external risks
- Temperature: Keep the base metal above the required preheat temperature for pressure vessel welding. A too-cold metal can result in brittle welds.
- Cleanliness: Dirt, grease, and paint residues degrade pressure vessel welding quality. A wire brush or grinder can clean the surface before each weld pass.
- Humidity: Moisture can enter the weld pool and create porosity in pressure vessel welding, so store electrodes and wires in humidity-controlled ovens, if applicable.
- Ventilation: Fumes from pressure vessel welding are hazardous and can lead to welder fatigue. Proper ventilation also helps maintain consistent pressure vessel welding quality by preventing airborne contamination.
Many shops now turn to prefabrication in a controlled environment to streamline these pressure vessel welding steps. Prefabrication, which Red River strongly advocates, can reduce time lost to bad weather and ensure each pressure vessel welding step follows a precise schedule (Red River). This means your team can perform pressure vessel welding on spool packages or modules indoors, where climate control and consistent equipment setups are easier to maintain.
Adopt advanced welding methods
Arc welding remains the most common approach for pressure vessels, but advanced variations of Gas Tungsten Arc Welding (GTAW), Shielded Metal Arc Welding (SMAW), and Submerged Arc Welding (SAW) each have their place. Some high-end projects involving thin-walled stainless or specialized alloys prefer GTAW for its precision and clean weld appearance. Others rely on SAW for thick sections, given its deep penetration and high deposition rates.
Selecting the right welding process
To pinpoint which welding process is best for your vessel, think about:
- Thickness of the material
- Required deposition rate
- Access and position (horizontal, vertical, overhead)
- Sensitivity to weld defects
- Project timeline and cost
If you want more detail, you can check what welding process is used for pressure vessels. Each method comes with advantages in penetration depth, speed, or accessibility. Red River’s expertise in multiple welding processes allows them to fabricate both custom/OEM pressure vessels and prefabricated modules (Red River).
Welding positions and joint preparation
Vessel sections often require complex joint designs to handle curvature. A single pass might not suffice for thick materials, so multiple-layer welds with controlled interpass temperature are common. Make sure your joint preparation is precise: edges must align, root gaps must be consistent, and the bevel angles must match your WPS.
When welding in positions like 6G (a fixed 45° angle), welder skill becomes critical. Many companies rotate the vessel or use specialized positioners to keep the weld in a flat or horizontal orientation. This technique helps reduce welder fatigue and leads to more uniform quality.
Apply rigorous testing and inspection
Once your weld is complete, the job is only half done. You need to ensure the vessel meets the design specs, with no hidden flaws. Non-destructive examination (NDE) reveals internal cracks, incomplete fusion, or porosity without cutting into the weld itself.
Common NDE methods
- Radiographic Testing (RT): X-rays or gamma rays pass through the weld to detect density changes like cracks or pores.
- Ultrasonic Testing (UT): High-frequency sound waves bounce off internal flaws to produce a visual signal.
- Magnetic Particle Testing (MT): For ferrous materials, magnets reveal surface or near-surface cracks through the attraction of magnetic particles.
- Liquid Penetrant Testing (PT): A colored or fluorescent dye highlights surface-breaking faults.
You may also see advanced methods like Phased Array Ultrasonic Testing (PAUT), which provides a more detailed mapping of internal features. Each NDE technique comes with strengths and limitations. Your choice depends on the material, weld thickness, and code requirements.
Hydrostatic and pneumatic testing
After the NDE phase, hydrostatic or pneumatic tests confirm the vessel can hold pressure safely. Hydrostatic testing involves filling the vessel with water, then applying a stated pressure higher than the vessel’s normal operating range. This pushes the weld to its limits but is generally safer than pressurizing with air. If a tiny leak appears, water drips are easier to spot than air leaks.
Pneumatic testing uses compressed air or other gases, which is lighter but can be riskier if a catastrophic failure occurs. Whichever method you choose, make sure you have the right safety protocols in place. Following these final checks ensures you can operate with confidence.
Consider prefabrication benefits
In recent years, prefabrication has morphed from an optional approach into a best practice for many industrial projects. Instead of dealing with on-site variability, teams prefabricate entire modules, spool packages, or skids in a workshop. This method can cut costs, accelerate timelines, and reduce hazards.
Why prefabrication works
- Cost savings: Most of the assembly, welding, and testing occur in a controlled, more efficient environment. This lowers labor and inspection costs.
- Minimal on-site disruption: Fewer hours spent on-site means fewer hazards and possibly lower insurance rates. Red River’s approach has proven to reduce total exposure hours, decreasing incidents (Red River).
- Higher quality control: The controlled environment keeps temperatures, humidity, and cleanliness consistent. Welders use the same equipment setup every time.
- Quick installation: Prefabricated modules arrive ready to fit. You save time on site, finishing the job faster.
If you decide to incorporate prefabrication, coordinate your schedule so that modules are produced in sync with your installation timeline. Red River’s advanced modeling and software allow them to deliver prefabricated solutions on a tight schedule, often with accurate isometrics ready for quick installation (Red River).
Maintain a safety-first culture
Pressure vessel welding can be dangerous if your crew neglects safety. Fumes, high heat, radiation from the arc, and handling heavy steel sections all pose risks. A minor misstep might lead to burns, eye damage, or more severe injuries. Protecting your workforce directly translates to better morale, fewer delays, and lower turnover.
Key safety pointers
- Provide protective equipment: That includes fire-resistant clothing, welding hoods with appropriate lens shade, gloves, and steel-toed boots.
- Ensure ventilation: If you weld in confined spaces, portable exhaust systems prevent excessive buildup of harmful fumes.
- Train employees on codes: Documented procedures are only effective if your crew fully understands them.
- Keep the workspace organized: Storing rods in a dedicated oven, labeling tools, and clearing clutter all reduce hazards.
At Red River, safety is deeply embedded in the company culture, with each employee taking ownership of protocols and improvements (Red River). Implementing rigorous job hazard analyses and consistent training sessions fosters a sense of teamwork, making it much easier to maintain a safe site.
Develop your welding team
Even if you have the best gear in the world, you need qualified welders who can follow code procedures consistently. Welding certifications matter because they validate your crew’s ability to produce acceptable welds under test conditions. They also build client confidence in your operation.
Building skill and confidence
- On-the-job mentorship: Partner new welders with a senior welder who has practical experience with pressure vessels.
- Formal certifications: Programs like ASME Section IX testing or specialized courses on how to weld a pressure vessel keep your qualifications current.
- Advanced training: Some shops pay for continuing education in newer methods, such as automated welding or advanced processes for rare alloys.
Red River underscores “attitude over specific prerequisites,” offering training for all aspects of their work. This approach ensures that if you have the right mindset, you can grow into the specialized skill set needed for pressure vessel or high pressure welding environments.
Document for future success
Pressure vessel welding is not just about producing a worthy vessel today. You also want a track record that confirms every procedure was followed, every welder was qualified, and every inspection was passed. Documentation helps you troubleshoot if issues arise years down the line. It is also mandatory for code compliance.
Important records to keep
- Welding Procedure Specifications (WPS)
- Procedure Qualification Records (PQR)
- Welder Qualification Test Records (WQTR)
- Material traceability: In many industries, you must be able to trace steel or filler metal back to a specific lot or supplier
- Inspection logs, NDE reports, and pressure test certifications
When you hold all these documents, you make your life easier if a regulatory audit or a client requires proof of compliance. Partnering with an industry-experienced fabricator like Red River can streamline the paperwork, since they already follow robust protocols to surpass ASME guidelines (Red River).
Mastering pressure vessel welding
Mastering pressure vessel welding is within your reach once you break down each step: follow strict design requirements, choose suitable materials and welding processes, maintain a pristine welding environment, and verify everything through careful inspection. Whether you are building smaller vessels for a local plant or large-scale modules for a global project, your success hinges on consistent adherence to established codes, proper training, and adequate documentation.
As the industry evolves, you will see new welding methods, more efficient prefabrication, and advanced modeling software. Yet the fundamentals remain the same: safeguarding integrity through a proactive strategy. Teams like Red River show that reliable results come from combining technical competence with a safe, well-planned process. Continue refining your skills and investing in your welding team’s knowledge, and you will see fewer repairs, better uptime, and a sense of pride in every vessel you produce.
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels. We also fabricate related items such as prefabricated spools and modular skids.
Reach out to us today and experience the Red River difference. Where American-made products and American Values come together, we care more.
Frequently Asked Questions
1. What is a pressure vessel welder?
A pressure vessel welder is a highly skilled and certified welding professional who specializes in joining materials used in the construction and repair of pressure-containing equipment such as boilers, tanks, and reactors. These welders must pass rigorous qualification tests, hold current certifications per ASME Section IX, demonstrate proficiency in multiple welding processes, and possess deep knowledge of metallurgy, welding codes, and safety procedures specific to high-pressure applications.
2. How to weld high pressure pipe?
To weld high pressure pipe, you must use qualified welding procedures that specify proper root pass techniques, typically employing GTAW for the root with backing gas, followed by fill and cap passes using appropriate processes like SMAW or FCAW. The process requires precise fit-up, controlled heat input, proper inter-pass cleaning, radiographic inspection of all joints, and adherence to specific preheat and post-weld heat treatment requirements based on material thickness and service conditions.
3. How to get pressure vessel welding certification?
To get pressure vessel welding certification, you must pass qualification tests conducted by an authorized testing facility following ASME Section IX requirements, which include welding test coupons in specific positions and processes, followed by destructive testing including bend tests and radiographic examination. You’ll need to demonstrate proficiency in required welding processes, pass written examinations on welding theory and codes, maintain current certifications through periodic retesting, and often complete specialized training programs at accredited welding schools.
4. What is the ASME pressure vessel welding code?
The ASME pressure vessel welding code is primarily ASME Section IX “Welding, Brazing, and Fusing Qualifications,” which establishes the requirements for welding procedure specifications, welder and welding operator qualifications, and welding procedure qualification records. This code works in conjunction with ASME Section VIII for pressure vessel construction rules, providing standardized procedures for material groupings, essential variables, qualification testing requirements, and documentation to ensure safe and reliable welded joints in pressure vessel applications.
5. What is the welding procedure for pressure vessel?
The welding procedure for pressure vessels involves following a qualified Welding Procedure Specification (WPS) that details specific parameters including joint design, welding processes, filler materials, preheat and inter-pass temperatures, travel speed, and heat input requirements. The procedure typically includes thorough joint preparation with proper beveling, root pass welding with complete penetration, progressive fill passes with proper cleaning between passes, final cap pass finishing, and required post-weld heat treatment followed by non-destructive testing verification.
6. How to weld a pressure vessel?
To weld a pressure vessel, start by ensuring all materials and procedures are code-compliant, prepare joints according to approved drawings, perform required preheating, execute welding using qualified procedures with certified welders, maintain proper inter-pass temperatures throughout the process, and complete post-weld heat treatment as specified. The process must include thorough documentation, progressive inspections, final non-destructive testing including radiography or ultrasonic examination, and obtaining required certifications before the vessel can be placed into service.
7. Which welding is best for pressure vessel?
The best welding processes for pressure vessels are Gas Tungsten Arc Welding (GTAW/TIG) for root passes due to its precision and clean penetration, followed by Shielded Metal Arc Welding (SMAW/stick) or Gas Metal Arc Welding (GMAW/MIG) for fill and cap passes depending on material thickness and position. GTAW provides excellent control for critical root passes and thin materials, while SMAW offers reliability and code acceptance for structural passes, though the optimal choice depends on specific factors including material type, thickness, position, production requirements, and applicable code specifications.
Key takeaway
- Always verify materials are compatible with design pressures, temperatures, and corrosion factors.
- Prefabrication in a controlled environment can significantly improve efficiency, lower costs, and reduce errors.
- Following the ASME pressure vessel welding code protects safety, ensures legal compliance, and extends vessel life.
- Thorough testing, from radiographic inspection to hydrostatic checks, is vital for uncovering hidden defects.
- Maintaining qualified welders and detailed documentation underpins consistent, reliable results.
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide


