
The welding procedure for a pressure vessel involves careful design, certified materials, qualified welders, controlled welding techniques, and thorough inspections to meet ASME code and ensure safety under high pressure. Prefabrication and strict quality control further reduce risks, improve efficiency, and ensure long-term reliability of the vessel.
Understanding What Is the Welding Procedure for Pressure Vessel
When you need a strong, reliable pressure vessel, you might be asking yourself, “what is the welding procedure for pressure vessel success?” Good news, a clear procedure ensures that every seam meets ASNME code requirements, protects against leaks, and keeps people safe on-site. In the world of manufacturing, a well-defined welding process involves detailed planning, consistent quality checks, and the right certifications. Today, you will learn how these steps come together to create a dependable structure that stands up to high pressures.
Review: What Is the Welding Procedure for Pressure Vessel
To fully understand the welding procedure for a pressure vessel, you first want to familiarize yourself with any relevant codes and design requirements. A pressure vessel endures internal or external pressure, so its welds must be flawless. For instance, many fabrication teams, including vessel welding professionals, follow the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code. This detailed standard outlines qualification processes for welders, specialized testing methods, and guidelines for material selection.
Red River, a recognized leader in the contract manufacturing of ASME pressure vessels, embodies these standards by holding U4 and R stamps. That means they regularly prove their welding and inspection abilities. Their commitment to reliability helps you, the end user, breathe easier knowing every weld has been validated under exacting conditions.
Key steps in pressure vessel welding
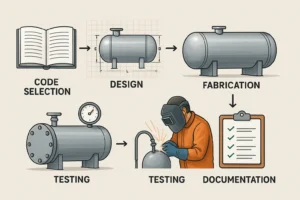
Before a single spark flies, a good welding plan for a pressure vessel typically involves a few major steps. Each one helps prevent defects and ensures the finished product can handle the pressures you expect.
Identify design parameters
Everything begins with design. You should specify the intended operating pressure, the type of fluid or gas inside, and temperature limits. The team confirms the materials (such as carbon steel or stainless steel) and picks a suitable welding method.
Qualify welders and procedures
Next, ensure every welder is certified for the job. If you have learned how to weld pressure vessels, you know that specific skills and certifications are essential. Welders will perform test samples under controlled conditions, verifying that both the person and the welding procedure comply with ASME codes.
Prepare materials
This stage revolves around cleaning edges, making bevels, and verifying that the base metals meet all code requirements. Getting rid of contaminants (like oil, dirt, or moisture) reduces the risk of porosity or cracks. The best teams may preheat certain thicker materials to avoid brittle welds and ensure smooth fusion.
Perform controlled welding
Once every prerequisite is settled, the welding begins. Depending on your vessel, you might use processes such as GTAW (TIG), GMAW (MIG), or SAW (Submerged Arc Welding). Each method has its advantages. For instance, TIG provides excellent control and is popular for high-precision work, while Submerged Arc Welding can yield deep penetration and is often used for thicker sections. During welding, maintaining correct heat input and travel speed is key. Good technique lowers the chance of incomplete fusion or undercut.
Inspect and test
After welding, you want to confirm that everything meets the standard. Non-destructive examination (NDE) methods such as radiographic testing (X-ray) or ultrasonic testing track down hidden flaws. Hydrostatic or pneumatic testing might follow, checking that the vessel will withstand the intended operating pressure without leaks or deformation.
Apply documentation and certification
Once inspections are complete, the vessel typically earns a stamp or certificate proving it’s code-compliant. Many manufacturers provide a detailed record, including welder qualifications, weld maps, and test results. This level of documentation boosts trust and supports future upkeep or modifications.
The role of prefabrication
In many modern facilities, teams often choose a prefabrication strategy for pressure vessel welding. Prefabrication means building large sections or modules of the equipment off-site in a controlled environment. Red River embraces this approach, believing that any project can be prefabricated to reduce overall costs and deliver better quality.
- Fewer weather or site delays: When you weld inside a workshop with stable temperatures and no wind or rain, you get more consistent results.
- Organized materials: By kitting materials in an off-site facility, you reduce the risk of missing parts along the way.
- Faster assembly: Once the modules arrive on-site, the final installation happens quickly. You skip many of the typical setup and teardown steps, boosting productivity.
This strategy means fewer exposure hours in potentially hazardous environments, lowering risk and often reducing insurance costs for you and any contractors. Thanks to fewer on-site welding activities, you also gain a safer workspace for everyone involved.
Quality control essentials
Whether your focus is on what is pressure vessel welding or exploring how best to incorporate prefabrication, strong quality control is nonnegotiable. A small defect in a weld might not seem like a big deal at first, but once you pressurize the vessel, even tiny cracks can become major hazards.
Here are the critical pillars of any robust quality control program:
- Material traceability: Every component in the vessel needs an origin tag so you know exactly where it came from and can confirm it meets code specs.
- Welding procedure specifications (WPS): Detailed documents outline the type of filler metal, welding method, voltage, amperage, and more. A consistent WPS ensures every welder is on the same page.
- Ongoing inspections: Visual checks catch surface flaws, while X-ray, ultrasonic, or dye penetrant tests reveal subsurface or hairline cracks.
- Documented sign-offs: At each stage, inspectors sign off that welds meet code requirements. This helps maintain accountability and builds trust.
At Red River, you see a world-class Quality Control Process that includes rigorous testing, total traceability, and collaboration with an authorized ASME inspector. By following these steps, your finished vessel does more than pass a quick inspection, it performs reliably in the field, year after year.
Achieving success with what is the welding procedure for pressure vessel
When you set out to discover “what is the welding procedure for pressure vessel” efficiency, you now see that it’s about more than just laying bead after bead of weld metal. It starts with careful design, thorough preparation, proven welding techniques, and ongoing inspection. Prefabrication can streamline your workflow, and a rock-solid quality control plan keeps everyone safe and confident.
If you choose to partner with an ASME-certified fabricator who follows these steps, your pressure vessel stands a much better chance of running reliably for years. After all, your success hinges on a vessel that can handle stress without cracking or leaking. By applying the procedures described here, you give yourself an advantage. You also set the stage for fewer headaches and more peace of mind whenever you apply pressure.
Need a reliable partner?
Red River specializes in design and manufacturing of pressure vessels, prefabricated spools, and modular skids. Reach out today to experience the Red River difference.
Frequently asked questions
1. How to weld a pressure vessel?
To weld a pressure vessel, ensure proper surface preparation, use qualified welding techniques, maintain correct heat input, follow welding codes, and inspect the welds for integrity and safety.
2. Which welding is best for a pressure vessel?
The best welding for a pressure vessel is typically arc welding methods like SMAW, GTAW, or GMAW, depending on the material, thickness, and pressure requirements.
3. Which welding process is best for pressure vessels?
Different scenarios call for different processes. GTAW (TIG) is valued for precision, while GMAW (MIG) is often faster. Submerged Arc Welding is another go-to for heavier or thicker materials. Each method has pros and cons, so you typically pick the process that aligns with your vessel’s design and code requirements.
4. Is a pressure vessel welder certification required?
Yes, in most cases. Codes like the ASME require welders to pass periodic performance qualifications. You can also get specialized endorsements, such as the pressure vessel welding certification, to further validate your skills.
5. How does prefabrication save time and money?
Building modules in a controlled environment means fewer project delays, less rework, and reduced on-site labor. By assembling major parts off-site, like nozzles, saddles, and other welding subassemblies, you typically see speedier final installation and better overall quality.
6. What happens if a weld fails inspection?
Failures do happen, but they are caught through NDE testing before final sign-off. A welder may need to re-weld the joint or repair the defect, then submit it for re-inspection. The goal is always to ensure no flaws remain.
7. Why is quality control so crucial for pressure vessels?
A small weld flaw can become a large problem under high pressure. Comprehensive quality checks, guided by recognized codes, catch issues early on so you don’t risk more expensive repairs or safety hazards later.
Key takeaways
- Proper planning is key. Define vessel goals, code compliance, and materials early to set the stage for a reliable outcome.
- Prefabrication can reduce on-site risks, lower insurance costs, and cut overall delays.
- Certified welders and documented procedures ensure consistency and fewer defects.
- Full material traceability and thorough inspections confirm that each weld meets safety standards.
- By following these steps, you boost the reliability of your pressure vessel, saving time and money in the long run.
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide


