
Choosing the best welding for pressure vessels depends on material, thickness, production needs, and code compliance, with common methods including TIG for precision, MIG for general fabrication, and SAW for thick steel. Advanced techniques, certified welders, and prefabrication in controlled environments ensure safer, high-quality welds that meet ASME standards and extend vessel lifespan.
Understanding Which Welding is Best for Pressure Vessel Projects
If you need to build or repair a pressure vessel, you have probably asked yourself which welding is best for pressure vessel projects. This question matters whether you are dealing with water treatment tanks, air receivers, or complex high-pressure modules. A recent industry survey found that over 70% of pressure vessel failures occur due to improper or inconsistent welding (American Welding Society). Fortunately, by understanding the right methods, you can boost safety, lower costs, and extend your vessel’s service life.
In many cases, the “best” choice depends on code requirements, the materials in use, and the desired performance. However, the core goal remains the same, produce high-quality welded joints that withstand high internal pressures. Below, we explore typical welding requirements, popular processes, and advanced approaches that might fit your needs.
Understand key pressure vessel requirements
Pressure vessels operate under extreme stress. Depending on the design, your vessel may handle high temperatures, corrosive fluids, or fluctuations in internal pressure. These challenges require:
Code compliance
In many regions, pressure vessels must follow the ASME code, which sets clear guidelines for weld quality, material selection, and testing. You often need to work with an ASME Certified welder or fabricator to ensure your project is compliant. If you want to see how companies handle code standards, check out how to comply with asme pressure vessel welding code.
Material selection
Carbon steel and stainless steel are popular choices, but some vessels require rare alloys (for example, nickel-based alloys) to handle higher temperatures or corrosive substances. Different materials call for different welding procedures that maintain structural integrity.
Quality assurance and testing
Pressure vessel welds typically undergo rigorous inspection. That might include radiographic testing, ultrasonic testing, or pressure tests to confirm that no cracks or porosity compromise the vessel’s performance. Firms like Red River Team, which specialize in ASME-certified pressure vessel manufacturing (Red River Team), conduct thorough quality checks under controlled shop conditions before shipping to a client site.
In short, if you plan to invest in a safe, long-lasting pressure vessel, align your welding techniques with these requirements from day one.
Compare common welding methods
A variety of welding processes are available for pressure vessels. While each has its strengths, your best pick may hinge on factors such as wall thickness, metal type, and production volume. Here are four of the most common methods:
Shielded Metal Arc Welding (SMAW)
Also called stick welding. Traditional, versatile, and cost-efficient. SMAW works well for carbon steel vessels and outdoor jobs. However, it can be slower and sometimes leaves more slag to clean up, so it is less common in large-scale fabrication.
Gas Tungsten Arc Welding (GTAW or TIG)
Known for a slow-but-precise weld. TIG welding produces high-quality seams with minimal spatter, making it ideal for stainless steel or thinner walls. It requires a skilled operator and is more time-consuming, but it often yields exceptionally reliable weld integrity.
Gas Metal Arc Welding (GMAW or MIG)
Suited for more automated processes. MIG welding uses a continuous wire feed and shielding gas, giving it good speed and decent weld quality. While it may not match TIG in precision, many shops rely on MIG for high-volume carbon steel fabrication.
Submerged Arc Welding (SAW)
Delivers deep penetration and high deposition rates. A controlled flux covers the arc, resulting in minimal exposure to air contamination. SAW is widely used for thick, large-diameter pressure vessels that demand robust welds and efficient production.
If you want more details on commonly used methods for pressure vessels, you can check what types of welding are used for pressure vessels. Each approach above can meet ASME standards if performed correctly, but certain processes improve project speed or weld clarity more than others.
Explore advanced welding methods
Some projects call for specialized or advanced welding processes that go beyond the common four. These approaches help handle unique alloys or larger vessels, while increasing accuracy and reducing rework:
Automated TIG or MIG systems
When precision must be combined with higher volume, automated welding systems can maintain consistency. Automated TIG can minimize defects in high-tier vessels, including those for chemical or pharmaceutical applications.
Orbital welding for tubes and pipes
If your pressure vessel includes extensive piping, orbital welding may reduce human error. A programmable welding head moves around the pipe in a controlled motion. Many certified fabricators recommend orbital welding for tasks like how to weld high pressure pipe.
Hybrid laser-arc welding
This newer technology merges laser and arc welding for deeper penetration and faster travel speeds. While it is still growing in popularity, some advanced facilities use hybrid systems for large-diameter pressure vessels that require uniform, clean welds with minimal post-weld finishing.
Prefabrication with BIM modeling
Firms such as Red River reduce on-site welding risks by assembling modules in well-controlled shop environments. Their approach includes 3D modeling to detect conflicts early, leading to fewer changes during construction and lower overall costs (Red River). This controlled setting lets welders use more advanced methods, like fully automated or robotic systems, to create high-quality vessel sections.
Which Welding is Best for Pressure Vessel
Choosing which welding is best for pressure vessel fabrication depends on your specific project conditions, from material type to production timeline. Gas Tungsten Arc Welding (TIG) might be the best choice if you need pristine, corrosion-resistant seams for stainless applications. If you aim to weld thick carbon steel cylinders at scale, Submerged Arc Welding (SAW) could be ideal. In many cases, MIG stands out for general fabrication projects, striking a practical balance between speed and quality.
Keep in mind that code compliance, welder skill, and post-weld inspections all have as much bearing on the final product as selecting the right process. Reputable companies like Red River Team combine certified welders, advanced methods, and strict quality control to ensure safe, reliable vessels. Ultimately, investing in the proper welding process from the start means fewer headaches (and lower costs) over the vessel’s long life.
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels, prefabricated spools, and modular skids. Reach out today to experience the Red River difference.
Frequently asked questions
1. What is the welding procedure for a pressure vessel?
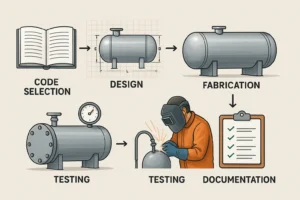
The welding procedure for a pressure vessel involves following specific codes and standards, preparing the material, selecting the right filler metal, performing proper preheating, executing controlled weld passes, and conducting post-weld inspections.
2. How to weld a pressure vessel?
To weld a pressure vessel, ensure proper surface preparation, use qualified welding techniques, maintain correct heat input, follow welding codes, and inspect the welds for integrity and safety.
3. What is pressure vessel welding certification?
Pressure vessel welding certification confirms that a welder can meet specific code standards, such as ASME Section VIII. You can read more at what is pressure vessel welding certification.
4. Does the ASME pressure vessel welding code apply to all welds?
Yes, the ASME code generally covers design, fabrication, testing, and inspection of pressure vessel welds. Different code sections may apply, depending on vessel type and materials.
5. How can I weld a pressure vessel safely?
Secure the correct welding procedure specification (WPS), confirm that your welder is qualified, and perform welds in a controlled environment if possible. For more details, see how to weld pressure vessels.
6. Which welding handles thick steel best?
Submerged Arc Welding (SAW) is often chosen for thick carbon steel due to its high deposition rates and deep penetration. MIG can also be used, but SAW is a favorite among many large-scale fabricators.
7. Is TIG welding always the highest quality?
TIG welding can produce very precise weld seams and is excellent for stainless or thin materials. However, a well-executed MIG or SAW weld can also achieve top-tier reliability, especially on thicker vessel components.
Key takeaways
- Selecting the right welding process depends on vessel material, thickness, and production volume.
- Common options include SMAW, TIG, MIG, and SAW, each with pros and cons.
- Advanced techniques like robotic welding or hybrid laser-arc systems may reduce rework and ensure consistent weld quality.
- ASME code compliance and rigorous quality control significantly impact pressure vessel performance.
- Skilled welders, combined with shop-prefabrication, minimize on-site risks and lower total project costs.
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide


