A surge tank that fails during a water hammer event can rupture suddenly under full dynamic pressure, making fabrication quality critical to system safety and reliability. This guide is for mechanical engineers, procurement managers, and facility managers responsible for specifying and approving surge tanks for chilled water and industrial systems. It explains which NDE methods are required, what each inspection verifies, how joint efficiency impacts shell design, and what documentation ensures a surge tank is fit for service before installation.
NDE Requirements Under Dynamic Pressure Conditions
Understanding which NDE methods apply to surge tanks starts with recognizing that surge tanks are not static pressure vessels, they are exposed to rapid, repeated pressure transients caused by water hammer events. Unlike storage or expansion tanks that see slow, steady pressure changes, surge tanks can experience spikes of 300–650 psi within milliseconds, followed by rapid return to baseline conditions and repeated cycling over their service life.
This dynamic loading creates fatigue conditions at welds, nozzle joints, and support connections that do not exist in static service. Small fabrication defects that might remain stable under constant pressure can grow into fatigue cracks under repeated surge cycling, eventually leading to sudden and catastrophic failure.
Because of these conditions, ASME Section VIII Division 1 defines the requirements for pressure vessels above 15 psig and establishes clear pressure vessel acceptance criteria for fabrication and inspection. These inspections are mandatory for U-stamp certification and directly impact both compliance and safety. The level of NDE performed also determines joint efficiency values used in shell thickness design, meaning inspection decisions affect not only quality assurance but also the structural design of the vessel itself.
For a complete overview of ASME code stamped pressure vessels and the certification process, Red River provides full documentation from fabrication through delivery.
Visual Inspection; Foundation of Weld Quality
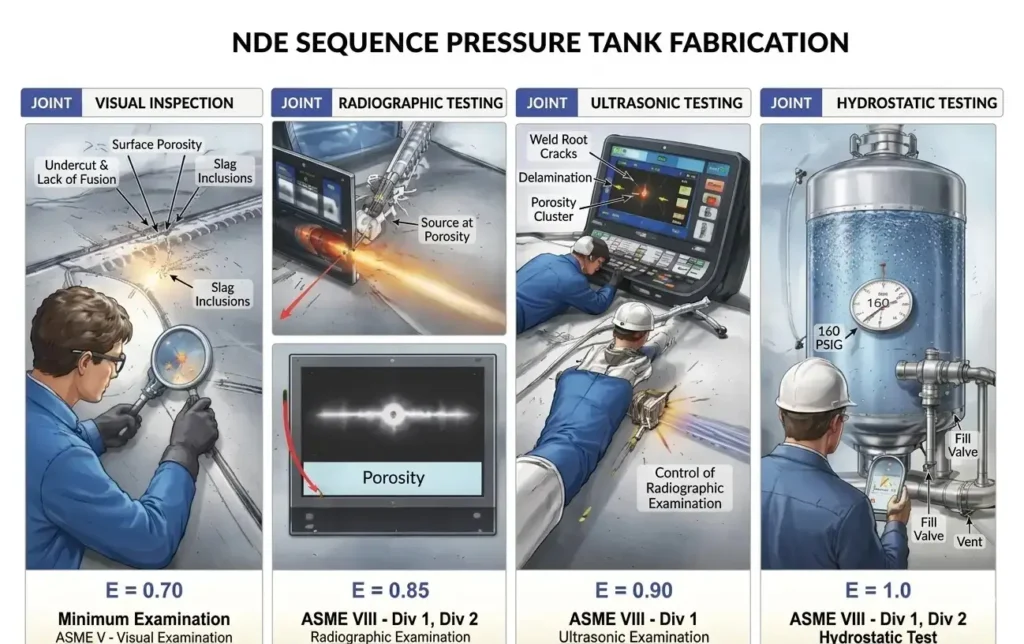
Visual inspection is the first and continuous NDE step in surge tank fabrication, performed after every weld pass to catch defects early before they are covered. ASME Section VIII requires inspection of all pressure welds by a qualified inspector to identify surface defects such as cracks, porosity, undercut, incomplete fusion, and poor weld technique. Findings are documented throughout fabrication and verified at hold points by the Authorized Inspector.
Red River maintains pressure vessel fabrication records for all visual inspection results as part of the quality control system audited by ASME.
Radiographic Testing (RT); Internal Weld Inspection
Radiographic testing uses X-rays or gamma rays to reveal internal weld defects that cannot be seen visually. It detects porosity, slag inclusions, lack of fusion, cracks, and incomplete penetration by differences in material density on film or digital images. ASME allows 100% RT (highest joint efficiency), spot RT (reduced efficiency), or no RT, with full radiography typically preferred for surge tanks due to dynamic loading demands.
Ultrasonic Testing (UT); High-Stress Area Evaluation
Ultrasonic testing uses high-frequency sound waves to detect internal flaws and measure wall thickness where RT access is limited. It is commonly used at nozzle-to-shell junctions, support welds, and other high-stress areas prone to fatigue during surge events. Advanced phased array UT (PAUT) improves defect detection and is often used for critical welds in dynamically loaded surge tanks.
Where UT is applied on surge tanks:
- Nozzle-to-shell junctions
- Support attachment welds
- Thickness measurement Phased array UT (PAUT)
For pressure vessel materials and fabrication quality standards, Red River’s quality control program includes PAUT at critical weld locations on surge tanks subject to high-cycle dynamic loading.
Hydrostatic Testing; Final Structural Verification
Hydrostatic testing is the final ASME Section VIII Division 1 pressure test performed before a surge tank receives its U-stamp and enters service. The tank is filled with water and pressurized to 1.3× MAWP, then held while an Authorized Inspector checks for leaks, distortion, or weld failure.
Water is used instead of gas because it is incompressible, making the test far safer by preventing explosive energy release if a failure occurs.
What hydrostatic testing proves:
- Shell and head thickness is adequate for the design pressure with the specified safety factor
- All weld seams accepted by RT and UT are free of through-wall defects that were below the detection threshold of those methods
- Nozzle attachments and reinforcement pads are structurally sound under pressure loading
- All connections, flanges, and closures hold pressure without leakage at 1.3× MAWP
The Authorized Inspector independent of the fabricator witnesses the complete hydrostatic test as part of surge tank fabrication testing and signs the Manufacturer’s Data Report (Form U-1) confirming the test was performed correctly and the vessel met all acceptance criteria. The U-stamp is applied only after this signature is obtained.
The National Board of Boiler and Pressure Vessel Inspectors maintains registration records for ASME-certified vessels and provides guidance on hydrostatic test witnessing requirements and in-service inspection intervals for surge protection vessels.
Material Documentation; NDE Traceability Record
Material documentation supports NDE by providing the full certification trail required for ASME compliance.
- CMTRs: Verify chemical and mechanical properties of all pressure parts, ensuring full traceability from mill to finished vessel.
- WPS & PQR: Define and qualify welding procedures to ensure welds meet ASME Section IX requirements for strength and quality.
- WPQs: Confirm each welder is qualified for the specific process and material used on the surge tank.
- Form U-1: Consolidates all design, material, NDE, and test records into the final certified ASME manufacturing data report required for U-stamp approval.
Red River provides Form U-1 as standard documentation with every ASME-certified surge tank we fabricate.
Final Take on Which NDE Methods Apply to Surge Tanks
Before accepting a surge tank, the complete ASME documentation package should be verified against the nameplate and design specs as part of the ASME surge tank inspection process. This includes Form U-1, RT reports, UT records, hydrostatic test results, CMTRs, WPS/PQR, and welder qualifications confirming full code compliance. A surge tank without this documentation cannot be confirmed as ASME-compliant and should not be installed in a pressurized system.
Need a Reliable Partner?
Red River fabricates ASME U-stamp certified surge tanks with complete NDE documentation, including RT/UT reports, hydrostatic test records, CMTRs, welding qualifications, and Form U-1 certification.
Contact our team to discuss surge tank requirements for chilled water, industrial, and data center cooling systems.
Frequently Asked Questions
1. What causes pressure surge in cooling loops?
Rapid flow changes from pump trips, valve closures, or load shifts that create water hammer pressure spikes.
2. How do surge tanks protect pumps and valves?
They absorb pressure waves by providing volume for fluid expansion before the surge reaches equipment.
3. Full vs spot radiography?
Full RT (100%) gives highest weld confidence and lowest required wall thickness; spot RT (10%) requires thicker walls and lower joint efficiency.
4. Why use UT at nozzle junctions?
Geometry limits RT access, so UT is used to inspect high-stress weld areas.
5. What does hydrostatic testing prove?
It confirms vessel integrity at 1.3× MAWP and reveals leaks not detected by RT or UT.
Key Takeaways
- Verify surge tank integrity by requiring a complete NDE package: visual inspection, RT, UT, and hydrostatic test reports.
- Specify 100% RT on seam welds when maximum weld reliability and minimum shell thickness are required.
- Require UT inspection at all nozzles and support welds where radiographic access is limited.
- Do not accept a surge tank without a witnessed hydrostatic test at 1.3× MAWP as final pressure verification.
- Confirm joint efficiency in design calculations, as it directly determines required shell thickness and overall vessel cost.
Related Blog Post

How Do You Size Thermal Storage for Data Centers?

Thermal Storage Tank Design Engineering



About Author

