
A proper welding procedure for pressure vessels ensures safety, code compliance, and long-term reliability by combining careful planning, certified materials, skilled welders, precise welding techniques, and thorough inspections. Prefabrication, modular design, and detailed documentation further reduce risks, improve efficiency, and guarantee consistent, high-quality results.
Why the Welding Procedure for Pressure Vessel Matters
If you are exploring new fabrication solutions or simply need a reliable guide to welding procedure for pressure vessel, you are in the right place. A precise welding procedure for pressure vessel is essential to keep workers safe, comply with regulations, and produce a strong final product. Following a proper welding procedure for pressure vessel helps maintain consistency and quality across all projects. A well-documented welding procedure for pressure vessel also ensures inspections and certifications are properly met. Many companies, including Red River, emphasize skilled welders, stable processes, and prefabrication, which often reduces time and costs. Adhering to a clear welding procedure for pressure vessel guarantees safety, reliability, and optimal results in pressure vessel fabrication, making the welding procedure for pressure vessel a critical part of every project.
Understand the welding procedure for pressure vessel
When we talk about the welding procedure for pressure vessel, we mean the step-by-step sequence of tasks that ensure a vessel can safely handle internal or external pressure under a variety of conditions. This welding procedure for pressure vessel typically covers design checks, material selection, welder qualifications, joint preparation, the actual welding steps, and final inspections. Because pressure vessels can operate under challenging environments, following a proper welding procedure for pressure vessel is essential for safety and reliability, as emphasized by companies like Red River.
Below are a few essential points you should know before you begin:
- Pressure vessels must meet rigorous codes and standards (often set by the American Society of Mechanical Engineers (ASME).
- Proper weld preparation, such as cleaning and beveling, ensures a secure seam.
- Each type of metal, from carbon steel to stainless steel, reacts differently to heat and requires specific filler materials and welding methods.
- Official inspection, either by an ASME Authorized Inspector or another recognized authority, confirms that the final product meets quality criteria before leaving the facility.
Why pressure vessels demand precise welding
A pressure vessel holds fluid or gas under pressure, making any structural weakness a safety risk. Some vessels store volatile chemicals or operate at high temperatures. If you do not follow the correct welding procedure for pressure vessel, you can face issues such as cracks, corrosion, or even catastrophic failure. Many manufacturers, including Red River, follow a strict welding procedure for pressure vessel to meet or exceed ASME standards, ensuring safety for both end users and employees.
How regulations shape welding requirements
In the United States, ASME is central to writing codes that guide pressure vessel design and fabrication. The ASME Section VIII code lays out requirements for material traceability, welding processes, and quality inspection. Achieving these standards requires following a proper welding procedure for pressure vessel and keeping recorded documentation sometimes called a Welding Procedure Specification (WPS) that shows each weld follows a repeatable and tested welding procedure for pressure vessel.
Combined with an inspection protocol signed by an ASME Authorized Inspector, these documents prove that the final vessel meets safety requirements. If you are researching how to comply, you might find these resources helpful:
Staying code-compliant helps you avoid costly litigation and ensures you can serve industries like water treatment, gas processing, and oil refinement with dependable equipment.
Follow key steps for success
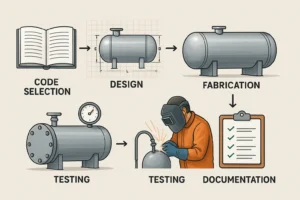
Developing a robust welding procedure for pressure vessel involves several well-defined steps. You can arrange them into five core areas: planning, preparation, weld execution, inspection, and documentation.
Planning and internal reviews
Every good project begins with a solid plan. Before you weld, use modeling software, produce isometric drawings, and confirm all details with your client or engineering team. You will want to:
- Identify the vessel’s functional requirements (pressure ratings, size, corrosion allowance).
- Choose suitable base materials and filler metals. Carbon steel often works well for moderate-pressure applications, while stainless steel or specialty alloys handle extreme temperatures or corrosive environments.
- Schedule welder qualifications, especially for high-pressure or exotic materials.
- Verify that the designs comply with ASME Section VIII or another relevant code.
At Red River, the manufacturing process involves client approval of the vessel’s design prior to production, along with a thorough check against code requirements, ensuring the welding procedure for pressure vessel is properly planned and executed.
Preparation: Materials and joint setup
Once you finalize design details, gather your materials and prepare the weld joints. This step usually includes:
- Cleaning surfaces to remove dirt, rust, or grease.
- Cutting and beveling edges so that the weld pool penetrates more effectively.
- Confirming your filler metals match the required mechanical attributes (tensile strength, corrosion resistance).
- Reducing exposure to air or contaminants that can increase the risk of porosity or weld flaws.
Many fabricators prefer prefabrication for this stage. As Red River’s research shows, producing spools and piping packages in a controlled environment can reduce overall construction costs and accelerate schedules, while following the welding procedure for pressure vessel. By cutting and assembling components in an indoor shop, you protect materials from weather damage and ensure the welding procedure for pressure vessel is executed efficiently and safely.
Weld execution
The heart of your welding procedure for pressure vessel is the actual welding. You might choose from shielded metal arc welding (SMAW), gas metal arc welding (GMAW), flux-cored arc welding (FCAW), or gas tungsten arc welding (GTAW), among others. Each technique offers unique advantages:
- SMAW (Stick) is portable and versatile, often used in field environments.
- GMAW (MIG) is faster for production but requires shielding gas.
- FCAW is similar to MIG but can perform better outdoors with flux-cored wire.
- GTAW (TIG) provides the highest precision and is popular with stainless steels or thin-wall applications.
If you are not sure which welding method to pick, consider referencing which welding is best for pressure vessel. In many shops, a combination of processes suits different vessel components. Some seams require an initial root pass with TIG for maximum penetration, followed by a fill pass using MIG or stick welding for speed.
During execution, maintain a consistent travel speed, amperage, voltage, and heat input. Overheating can distort the vessel or weaken the weld, while too little heat can cause incomplete penetration. A reliable welding equipment setup, stable power source, and well-trained operator are crucial to ensure a proper welding procedure for pressure vessel, as emphasized by Red River.
Inspection and testing
After you complete the welds, each pressure vessel should undergo nondestructive examination (NDE). Common methods include:
- Visual inspection: Checking for cracks, undercut, incomplete fusion, or other surface flaws.
- Ultrasonic testing: Sending high-frequency sound waves through the weld to detect internal discontinuities.
- Radiographic testing: Using X-rays (or gamma rays) to reveal any internal defects that compromise weld integrity.
- Magnetic particle or dye penetrant testing: Identifying surface cracks, especially in ferromagnetic metals.
In many industrial environments, each weld must pass at least one major test. Facilities like Red River ensure total material traceability, so if an issue appears during testing, the shop can track the exact lot of materials used. This cradle-to-grave documentation forms a key part of any reputable welding procedure for pressure vessel and is essential for a credible pressure vessel welding certification.
Documentation and sign-off
Every step needs documentation to confirm compliance with industry codes. This includes:
- Welding Procedure Specifications (WPS)
- Welder Performance Qualifications (WPQs)
- Material certificates and traceability logs
- NDE test results
- Authorized Inspector sign-off
In many cases, your final data package will be reviewed by an ASME Authorized Inspector, ensuring no vital step is missed. If you are stepping into advanced vessel work, you might also need specialized certifications. See how to get pressure vessel welding certification for further insights.
Ensure code compliance for safer vessels
Code compliance is not just about checking your project off a regulatory list. It is also the foundation for reliable, long-lasting equipment. A properly executed welding procedure for pressure vessel ensures the vessel can operate for years under intense conditions, while a poorly welded one risks leaks or failure.
The significance of ASME stamps
You might have heard about an ASME code stamp, such as the “U” or “U2” stamps. ASME stamps reflect that a manufacturer or repair organization has proved its ability to fabricate or fix pressure vessels to the relevant standard. For instance, Red River carries U4 and R stamps, demonstrating their adherence to a proper welding procedure for pressure vessel while fabricating new units and repairing existing ones under strict quality controls.
Carrying these stamps often involves an audit by the National Board of Boiler and Pressure Vessel Inspectors (NBBI). It means the shop’s processes, training, documentation, and final product consistently pass third-party scrutiny, ensuring the vessel was built following a proper welding procedure for pressure vessel. When a vessel leaves the shop, you have that extra layer of confidence it was built correctly.
Qualifications that matter
In addition to company or shop certifications, individual welders must prove their proficiency. Pressure vessel welding typically involves skill testing on pipe joints or plate coupons to demonstrate mastery of specific positions (horizontal, vertical, overhead) and materials, following a proper welding procedure for pressure vessel to ensure each welder can replicate the technique consistently.
If you are researching how to start your own welding career in pressure vessels, refer to how to become a certified pressure vessel welder. It explains the steps to earn industry recognition, so you can confidently claim expertise when applying for jobs or securing contracts.
Prefabricate for better outcomes
Controlling as many variables as possible leads to better weld quality and fewer site surprises. Prefabrication where you build major sections of the vessel or piping in a clean, controlled shop helps you:
- Avoid weather-related delays.
- Standardize material handling and safety protocols.
- Optimize labor usage and reduce idle time on a construction site.
- Deliver subassemblies exactly when they are needed.
Data from Red River confirms that prefabrication cuts on-site exposure hours and lowers the probability of incidents. It also makes scheduling easier. By following a proper welding procedure for pressure vessel, you can handle major tasks off-site and deliver them just in time for final installation.
How we combine prefabrication with modular design
In many industries, modular design breaks large facilities into smaller units, sometimes called skids or packages. When you combine these modules, you can form an entire process plant or facility, including the pressure vessels. At Red River, teams specialize in creating these prefabricated facilities and skid packages, ensuring each follows a proper welding procedure for pressure vessel. Each module is tested in the shop, then transported to the field, resulting in tight quality control, reduced interruptions, and a shorter path to commissioning.
If you want deeper insights on how prefabrication changes the workflow, check out vessel welding. Prefabrication is not a cure-all, but it is often a timesaver for many projects where standardization is possible.
Overcome common challenges
Welding a pressure vessel can be complex. Even well-planned operations that follow a proper welding procedure for pressure vessel sometimes run into issues like:
Material distortion
High heat from welding can warp metal surfaces, causing misalignment or bulges. Following a proper welding procedure for pressure vessel ensures careful sequencing of weld passes, balanced heat input, and the use of chill bars or fixtures to keep parts aligned, preventing distortion that could disrupt the vessel’s geometry.
Weld cracking
Cracking may emerge from rapid cooling, thermal stress, or contamination. For example, if you do not follow a proper welding procedure for pressure vessel, preheating thicker sections of carbon steel may be insufficient, causing the cooling rate to become too fast and creating brittle zones. Adjusting preheat and interpass temperatures, or selecting a suitable filler metal, is essential to maintain integrity in any welding procedure for pressure vessel.
Undetected flaws
Even well-intentioned shops can miss hidden defects if they skip robust nondestructive testing. X-ray or ultrasonic methods help confirm internal weld quality, ensuring compliance with a proper welding procedure for pressure vessel. Advanced techniques like phased array ultrasonic testing (PAUT) provide detailed imaging of the weld cross-section.
Delays and cost overruns
Projects can stall if the shop runs low on qualified welders or if the job site has limited access. Prefabrication mitigates this risk by shifting much of the build to a controlled environment and following a proper welding procedure for pressure vessel. Short shipping windows also help, and Red River delivers coast to coast, scheduling shipments around your site’s readiness to cut downtime.
Perfect your welding procedure for pressure vessel
A well-executed welding procedure for pressure vessel gives you peace of mind and improved lifecycle value. By paying attention to design, preparation, weld execution, inspection, and documentation, you will create durable vessels that meet industry codes. You will also reduce safety risks for your team and end users.
Good news: this process is more manageable than it might seem. If you follow ASME guidelines, choose experienced welders, and leverage prefabrication to minimize inefficiencies, you can end up with vessels that work reliably. A data-informed approach, combined with a warm, confident attitude, will see you through each critical milestone.
If you are ready to tackle the next phase, consider partnering with code-certified fabricators that emphasize quality. Shops like Red River use advanced modeling and thorough Quality Control to ensure your final vessel withstands every stress test. Whether you are equipping a water treatment plant, handling corrosive gases, or installing new modules in an oil and gas refinery, the right procedure paves the way to success.
Need a reliable partner?
Red River specializes in design and manufacturing of pressure vessels, prefabricated spools, and modular skids. Reach out today to experience the Red River difference..
Frequently asked questions
1. What is the welding procedure for pressure vessel?
The welding procedure for a pressure vessel involves following specific codes and standards, preparing the material, selecting the right filler metal, performing proper preheating, executing controlled weld passes, and conducting post-weld inspections.
2. How to weld a pressure vessel?
To weld a pressure vessel, ensure proper surface preparation, use qualified welding techniques, maintain correct heat input, follow welding codes, and inspect the welds for integrity and safety.
3. Which welding is best for pressure vessel?
The best welding for a pressure vessel is typically arc welding methods like SMAW, GTAW, or GMAW, depending on the material, thickness, and pressure requirements.
4. How does prefabrication help with pressure vessel projects?
Prefabrication reduces on-site work, improving efficiency and lowering exposure to weather or complicated logistics. It often leads to better quality control as well, since you can monitor every detail in a controlled environment.
5. Can I reuse an old pressure vessel if it passes inspection?
Potentially, yes, but you must confirm that the vessel meets current code standards and is free of hidden damage. A thorough inspection with ultrasonic or radiographic methods is essential, and an ASME Authorized Inspector might be required for sign-off.
6. What if my project deadlines are very tight?
Look for shops that specialize in modular construction and prefabrication. They can typically build, test, and transport large sections quickly, aligning delivery with your install schedule.
7. How do I check for weld defects inside a sealed vessel?
This is where nondestructive testing (NDT) methods such as radiographic or ultrasonic testing come into play. They let you see inside the weld and spot potential cracks or voids without cutting into the vessel.
Key takeaway
- Always plan each weld pass with a proven WPS to maintain consistent quality.
- Keep your welders qualified and up to date on certifications, especially for high-pressure or specialty materials.
- Prefabrication cuts down project timelines and risks, offering a safer and more controlled environment for welding tasks.
- Rigorous inspection, including radiographic or ultrasonic methods, uncovers hidden flaws before they cause real problems.
- Comprehensive documentation is not optional. It is essential proof that your vessel meets ASME and other industry standards.
Related Blog Post

Pressure Vessel Design & Engineering: Concept to Launch

What is Pressure Vessel Design and Engineering: Code-Ready Guide

What are the Key Factors in Pressure Vessel Engineering
How Do You Design a Pressure Vessel: A Step-By-Step Guide

What is Pressure Vessel Fabrication and Manufacturing
About Author

