The heat-affected zone (HAZ) is the portion of base metal near a weld that experiences microstructural changes from heat, affecting strength and reliability, and proper control through heat input, pre/post-weld treatments, and material-specific techniques is essential to prevent failures.
What Is a Heat-Affected Zone Welding?
When it comes to welding quality and structural integrity, what you can’t see is often what matters most. Behind every weld lies a complex region that dramatically influences joint performance the heat-affected zone. This crucial but often overlooked area determines whether a welded joint will perform reliably or become the starting point for catastrophic failure. Learn more about welding as a type of fabrication and metal fabrication processes at Red River.
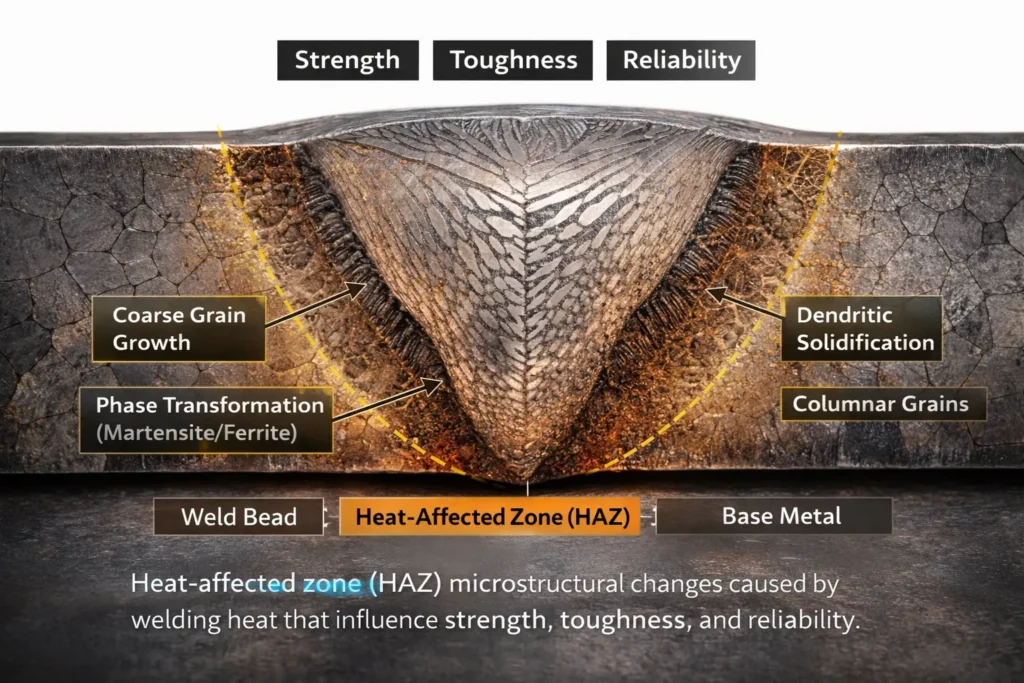
The heat-affected zone (HAZ) refers to the portion of the base material that hasn’t melted but has experienced significant microstructural changes due to the heat from the welding process. Think of it as a transition area between the unchanged base metal and the weld itself.
During welding, temperatures in the HAZ can reach just below the metal’s melting point. This intense heat exposure triggers various metallurgical transformations:
- Grain growth or refinement
- Phase transformations
- Precipitation or dissolution of compounds
- Recrystallization of deformed structures
- Tempering or hardening effects
These changes occur in a relatively narrow band that may range from a few millimeters to several centimeters wide, depending on material thickness, welding process, and heat input. The heat-affected zone is often visible after etching as a distinct band adjacent to the weld, displaying different reflectivity than both the base metal and the weld deposit. Explore more about metal fabrication guides and types of metalworking.
Why Heat-Affected Zones Matter for Weld Integrity
The importance of the heat-affected zone welding region cannot be overstated when it comes to structural integrity. While the weld itself might be perfectly executed, problems in the HAZ can undermine the entire joint.
The HAZ often becomes the weakest link in a welded joint for several reasons:
- Altered mechanical properties: Depending on the base material, the HAZ may experience either hardening (becoming more brittle) or softening (becoming weaker than the surrounding material).
- Residual stress concentration: Uneven heating and cooling during welding creates internal stresses that concentrate in the HAZ, potentially leading to stress corrosion cracking or fatigue failure.
- Microstructural vulnerabilities: Certain alloys develop problematic microstructures in the HAZ, such as martensite in high-carbon steels, which can crack without proper control measures.
In pressure vessel applications, HAZ-related failures can have catastrophic consequences. A study in Engineering Failure Analysis found that over 60% of pressure vessel weld failures were initiated in the heat-affected zone rather than the weld metal itself. This highlights why proper pressure vessel fabrication and ASME-certified standards are critical for safety.
Managing Heat-Affected Zones for Stronger Welds
Controlling the metallurgical impact of heat-affected zone welding regions requires a multi-faceted approach that begins well before the arc is struck:
Controlling Heat Input
The size and properties of the HAZ correlate directly with welding heat input. Modern welding processes offer precise heat control through:
- Pulse welding techniques that reduce average heat input
- Automated welding systems that maintain consistent parameters
- Low heat input processes like cold metal transfer
- Proper electrode and filler selection to match base material needs
Pre and Post-Weld Heat Treatments
Strategic heating before and after welding significantly improves HAZ properties:
- Preheating reduces the cooling rate, preventing excessive hardening in susceptible materials and lowering hydrogen cracking risk
- Post-weld heat treatment (PWHT) helps relieve residual stresses and temper hardened zones
- Specialized thermal cycles restore mechanical properties closer to the base material
Material-Specific Considerations
Different materials respond uniquely to welding thermal cycles:
- High-strength low-alloy steels often require strict heat input limits and possibly PWHT (learn more about material selection)
- Austenitic stainless steels need controlled cooling to prevent sensitization and intergranular corrosion
- Aluminum alloys benefit from high heat input and fast travel speeds to minimize softening in heat-treatable grades
Advanced monitoring technologies allow real-time tracking of thermal profiles during welding, helping ensure HAZ parameters stay within safe ranges.
Importance of Managing the Heat-Affected Zone
The HAZ is a critical yet often overlooked part of any weld, where microstructural changes can compromise joint strength and durability. It is the most common site for failures in pressure vessels and structural applications. By carefully controlling heat input, selecting appropriate materials, and applying pre- and post-weld treatments, welders can minimize HAZ vulnerabilities and ensure stronger, safer, and more reliable welded joints.
For professionals looking to expand their skills, understanding different welding positions and mastering certifications is crucial. Additionally, exploring modular fabrication methods and prefabrication processes can improve efficiency and quality.
Whether you’re involved in pressure tank projects, air receiver vessels, or general industrial metal fabrication, managing the heat-affected zone is key to achieving durable, high-performance results.
Need a reliable partner?
Red River specializes in the design and manufacturing of pressure vessels. We also fabricate related items such as prefabricated spools and skid packages.
Reach out to us today and experience the Red River difference. Where American-made products and American Values come together, we care more.
Frequently Asked Questions
1. What causes a heat-affected zone to form during welding?
Heat-affected zones form when the base metal adjacent to the weld experiences heating sufficient to cause microstructural changes without melting. The thermal cycle alters grain structure and material properties.
2. How does the heat-affected zone affect weld strength?
HAZ regions often have different hardness, ductility, and toughness compared to the base material. Depending on the material and welding parameters, the HAZ may be weaker than surrounding material, creating potential failure points.
3. Can heat-affected zones be eliminated completely?
While HAZ cannot be eliminated entirely in traditional fusion welding, its size and impact can be minimized through proper heat input control, material selection, and heat treatment processes.
4. How do inspectors examine the heat-affected zone for defects?
Inspectors use various non-destructive testing methods including ultrasonic testing, radiography, and hardness testing to evaluate HAZ regions for defects, hardness variations, and other quality concerns.
5. What materials are most susceptible to HAZ-related problems?
High-strength steels, heat-treated alloys, and high-carbon steels are particularly susceptible to HAZ issues like hardening, cracking, and reduced toughness.
6. How does preheat help manage heat-affected zone properties?
Preheating reduces the cooling rate in the HAZ, which minimizes hardening and residual stress formation, particularly in hardenable steels and thicker materials.
7. What role does post-weld heat treatment play in HAZ management?
Post-weld heat treatment relieves residual stresses, tempers hardened areas in the HAZ, and helps restore more uniform mechanical properties across the welded joint.
8. How do different welding processes affect the heat-affected zone?
Different welding processes create varying HAZ characteristics based on their heat input and concentration. High-energy density processes like laser and electron beam welding produce narrow HAZs, while processes with higher heat input like stick welding (SMAW) create wider HAZs. Process selection should consider the base material’s sensitivity to thermal effects and application requirements.
Key Takeaways
- The heat-affected zone welding region represents a metallurgically altered area that significantly impacts overall weld performance
- HAZ properties often differ dramatically from both the base material and weld metal, potentially creating a weak link
- Proper welding procedure specification with appropriate heat input control is essential for HAZ management
- Pre and post-weld heat treatments are critical tools for optimizing HAZ properties
- Material-specific knowledge is necessary to anticipate and prevent HAZ-related problems
- Modern welding technologies offer improved control over HAZ formation and properties
Related Blog Post

Thermal Storage Tanks for Data Centers


How Do Seismic Zones Impact Vessel Supports

What Anchorage Details Pass Review?


